

GenPar → MinOut - Minimum Output, -REAL-
Is used to define the lower limit of the CtrlOut to a specific value. We recommend to set this limit at −100. This setting essentially represents the highest level of opening for the servo or proportional valve, expressed as a percentage in another direction.
Recommendation: When using a linear servo or proportional valve, it’s advised to restrict the control signal to a range between −100 and 100. This range signifies the valve’s opening percentage in either direction. Subsequently, these percentage values must be translated to the valve’s physical input, which might be represented in current or voltage terms. In figure 1 and 2 are common mappings from output to valve input shown.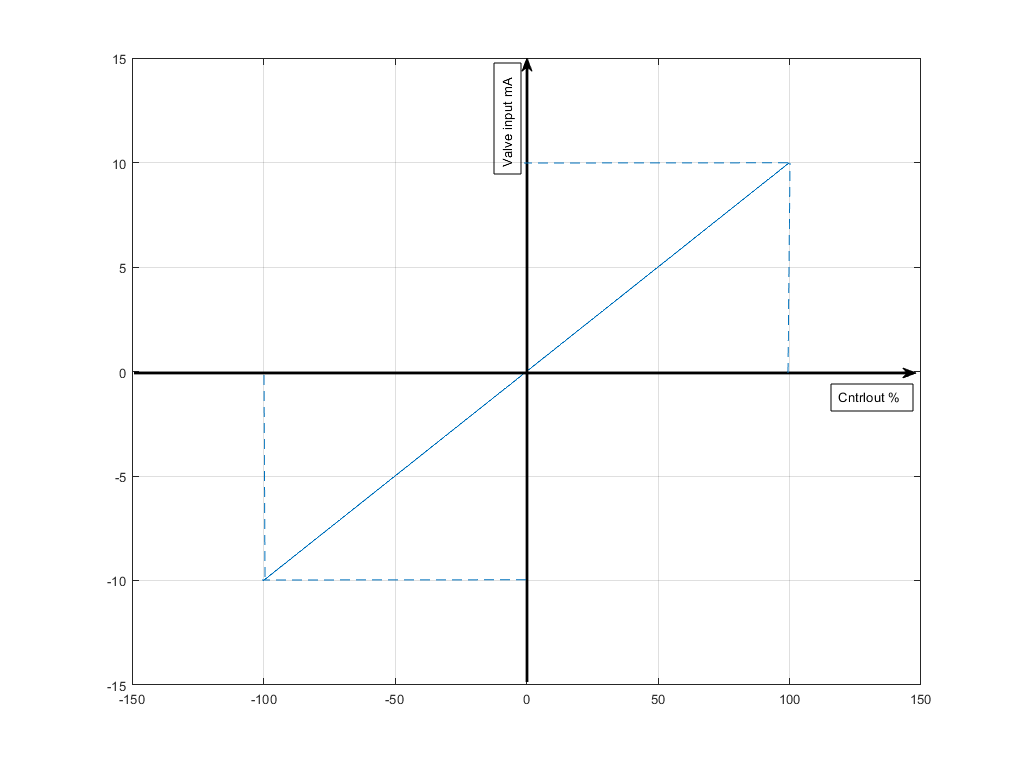
Figure1: CtrlOut against valveinput −10mA to 10mA
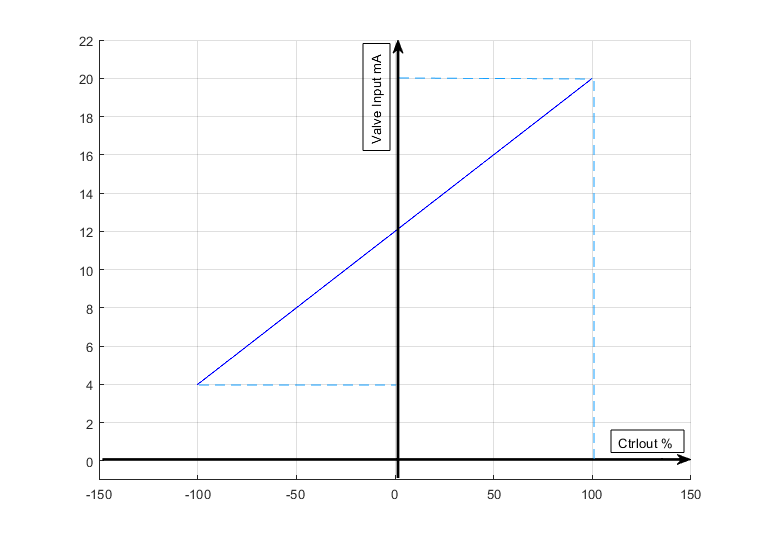
Figure2: CtrlOut against valve input 4mA to 20mA
PosTrjPar→ JerkSetPnt - Jerk Setpoint for Relative Movement, -REAL-
JerkSetPnt controls the abruptness or smoothness of motion by regulating the rate of change of acceleration. It is measured in the same unit as TgtPos per second cubed. Adjusting JerkSetPnt al lows users to customize the motion profile according to their desired level of abruptness or smooth ness. For example, if the maximum acceleration needs to be achieved within half a second, the JerkSetPnt value should be set to double the maximum acceleration value. See figure 3.
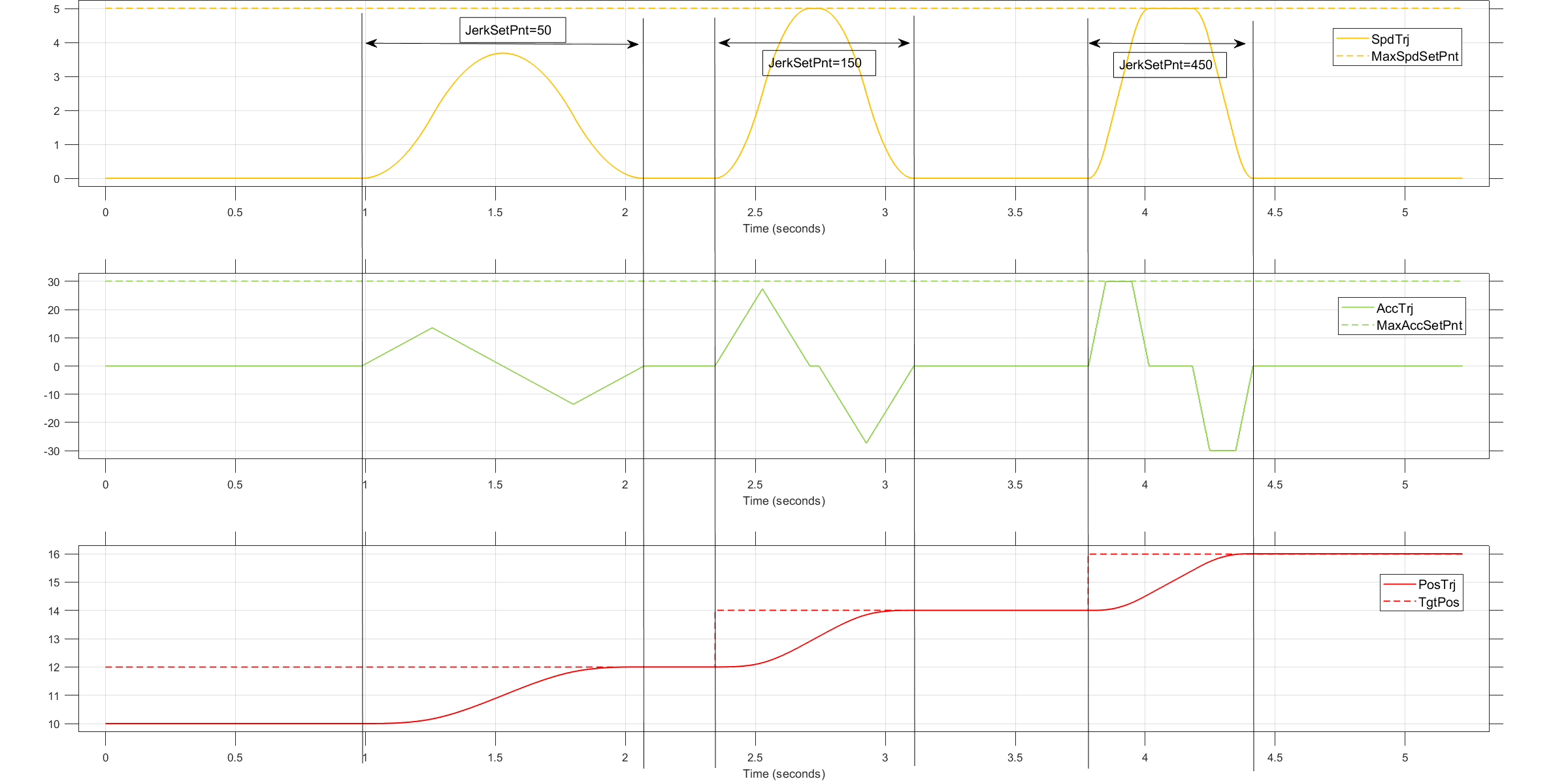
Figure 3: General behavior of the inputs MaxAccSetPnt and JerkSetPnt
FrTrjPar → FrJerkSetPnt - Maximum force jerk setpoint, -REAL-
This parameter modulates the transition dynamics of force application, dictating the rapidity or gradualness by controlling the rate at which force acceleration changes. Expressed in the same units as TgtFr but per cubic second, adjusting the FrJerkSetPnt enables users to finely tune the force trajectory to achieve the preferred level of abruptness or smoothness in force adjustments. This flexibility allows for precise control over the force application, ensuring both responsiveness and smooth operation. See figure 4.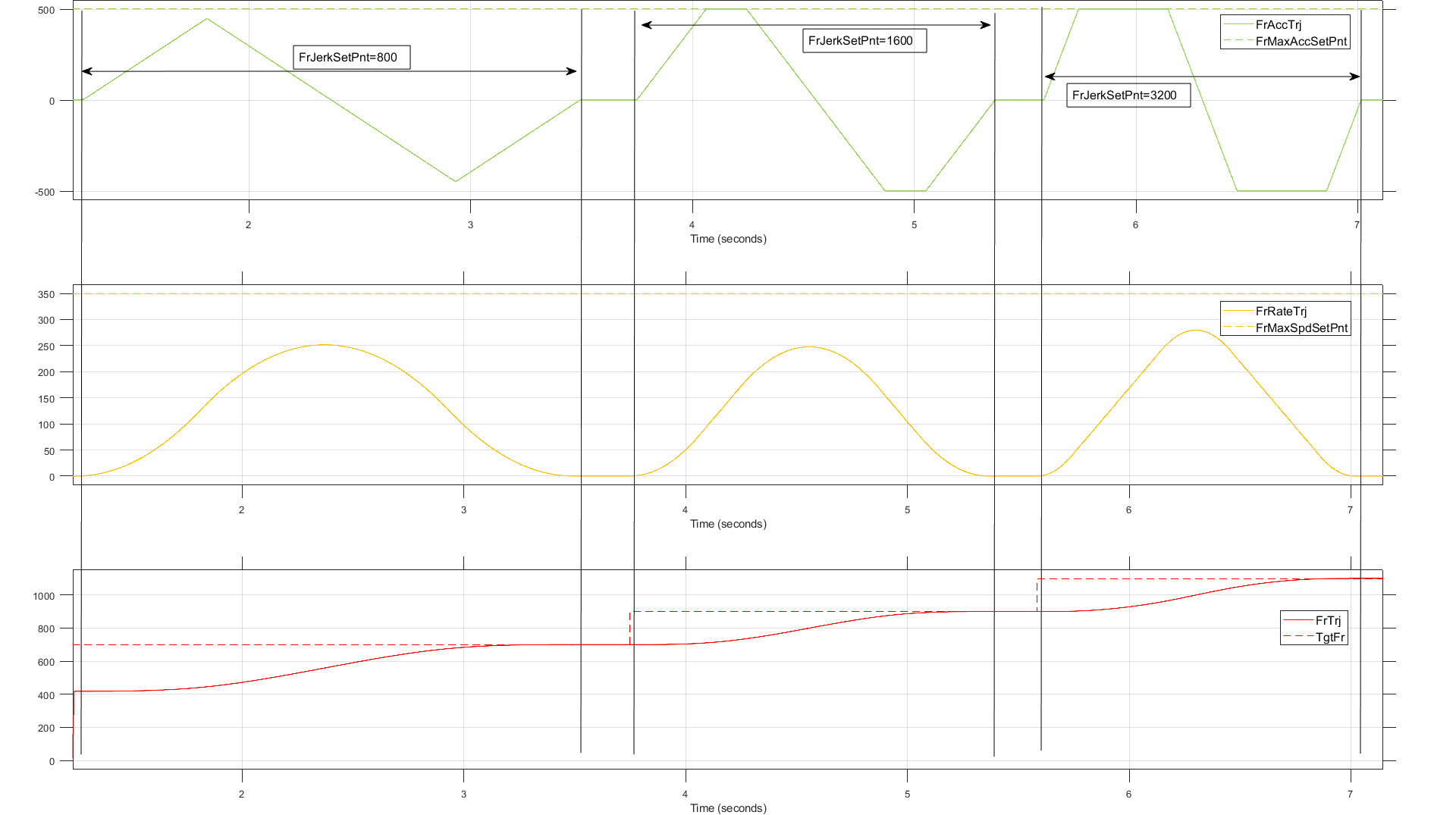
Figure 4: General behavior of the input FrMaxAccSetPnt and FrJerkSetPnt
FrCtrlPar → SwitchPos2Fr - Change from position to force controll, -REAL-
Refer to the description of input Mode.
See figure 5: Between T = 0.0 and T = 1.24s, ActFr < SwitchPos2Fr . So the function block is in position control. After T = 1.24s, ActFr > SwitchPos2Fr so the function block switches automatically to force control. 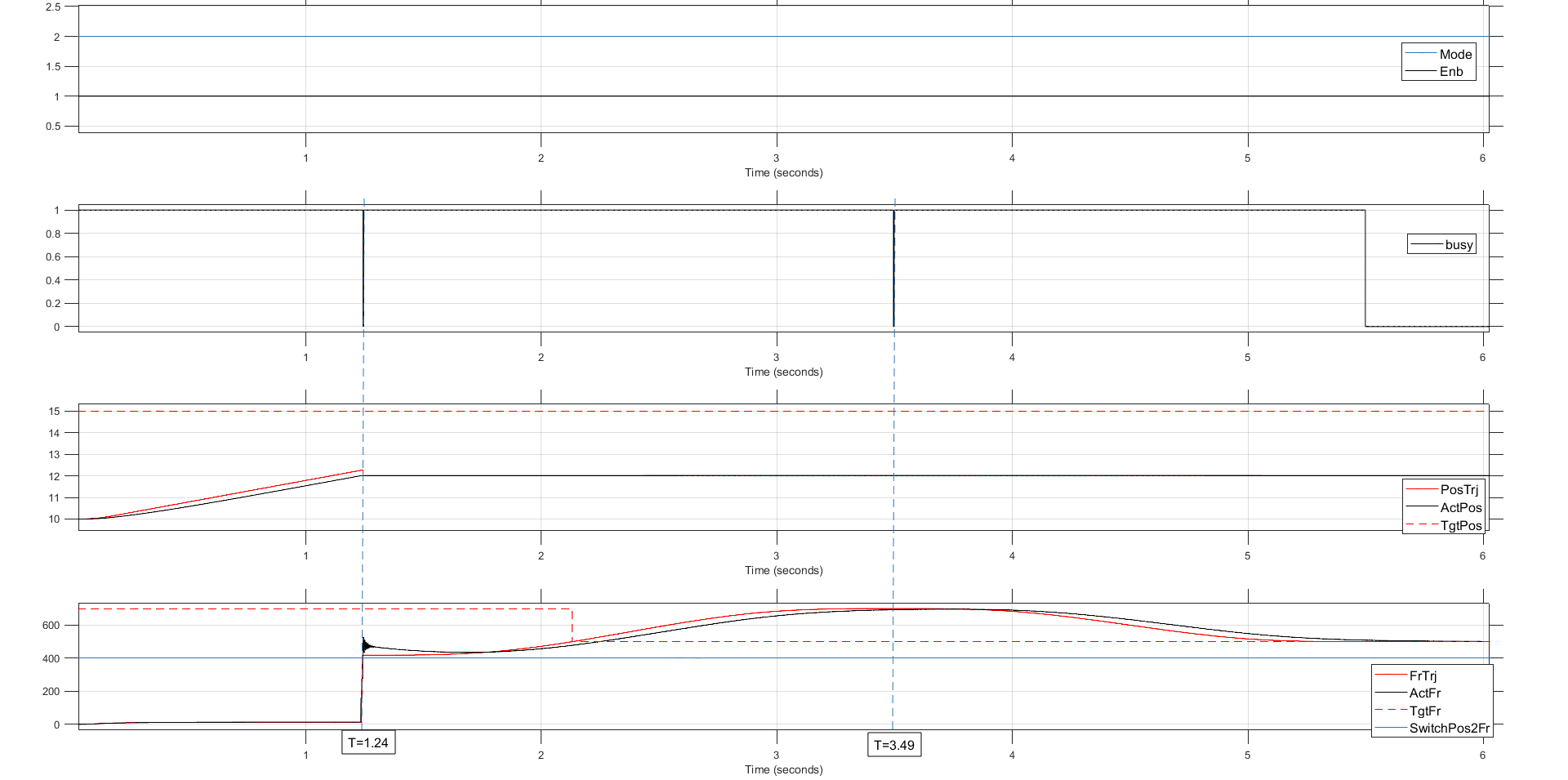
Figure 5: Switch from position to force control mode
TgtPos - Target Position setpoint, -REAL-
The input allows users to specify the desired target position for the hydraulic cylinder. It can be defined in any unit appropriate for the application (e.g., meters, centimeters, millimeters, micrometer). When TgtPos recognizes a change, the function generates a trajectory from the current position to the specified target. The internal position controller ensures that the cylinder follows this trajectory accurately.
Important: It’s essential to understand that any changes to the TgtPos , MaxSpdSetPnt , MaxAccSetPnt and JerkSetPnt during axis movement are internally ignored by the block. The block responds to changes only when PosTrj matches TgtPos . The Busy output serves as an indicator of the block’s readiness: When the Busy output of the block is logicaly True , it indicates that the cylinder is in motion, and the controller will not respond to new setpoints. Conversely, if it is logically False , the cylinder is in a steady state, allowing the controller to react to new setpoints. See figure 8.
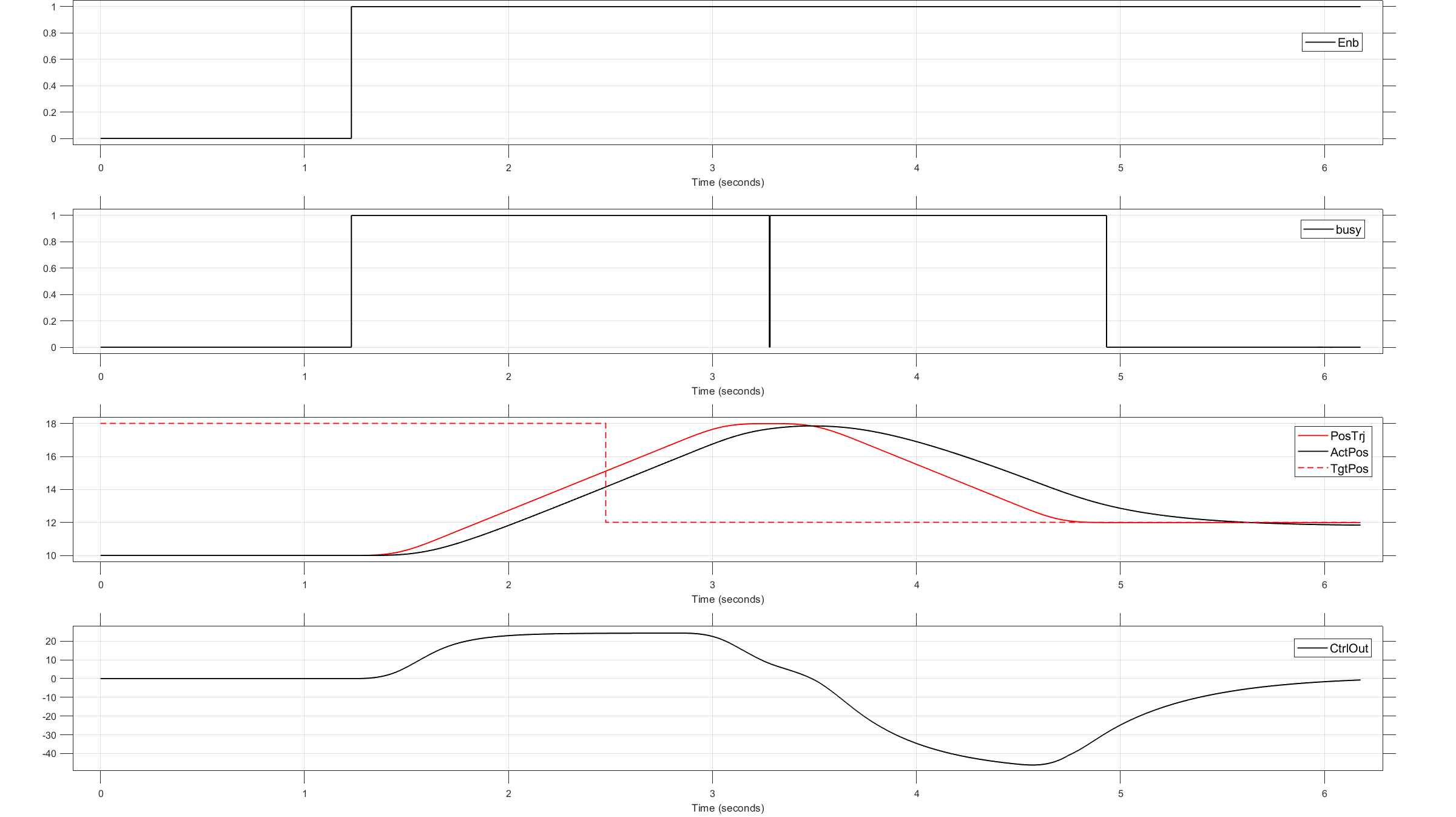
Figure 8: General behavior of the position controller.
MaxSpdSetPnt - Maximum speed setpoint, -REAL-
This input sets the maximum speed allowed for the position trajectory generated by the internal generator. It is defined in the same unit as the TgtPos input, per second. This parameter ensures that the hydraulic cylinder moves at a controlled speed while reaching the target position. This sets the top speed for the hydraulic axis during movement. However, factors like distance, acceleration MaxAccSetPnt , and jerk JerkSetPnt might make it go slower than this speed. See figure 9.
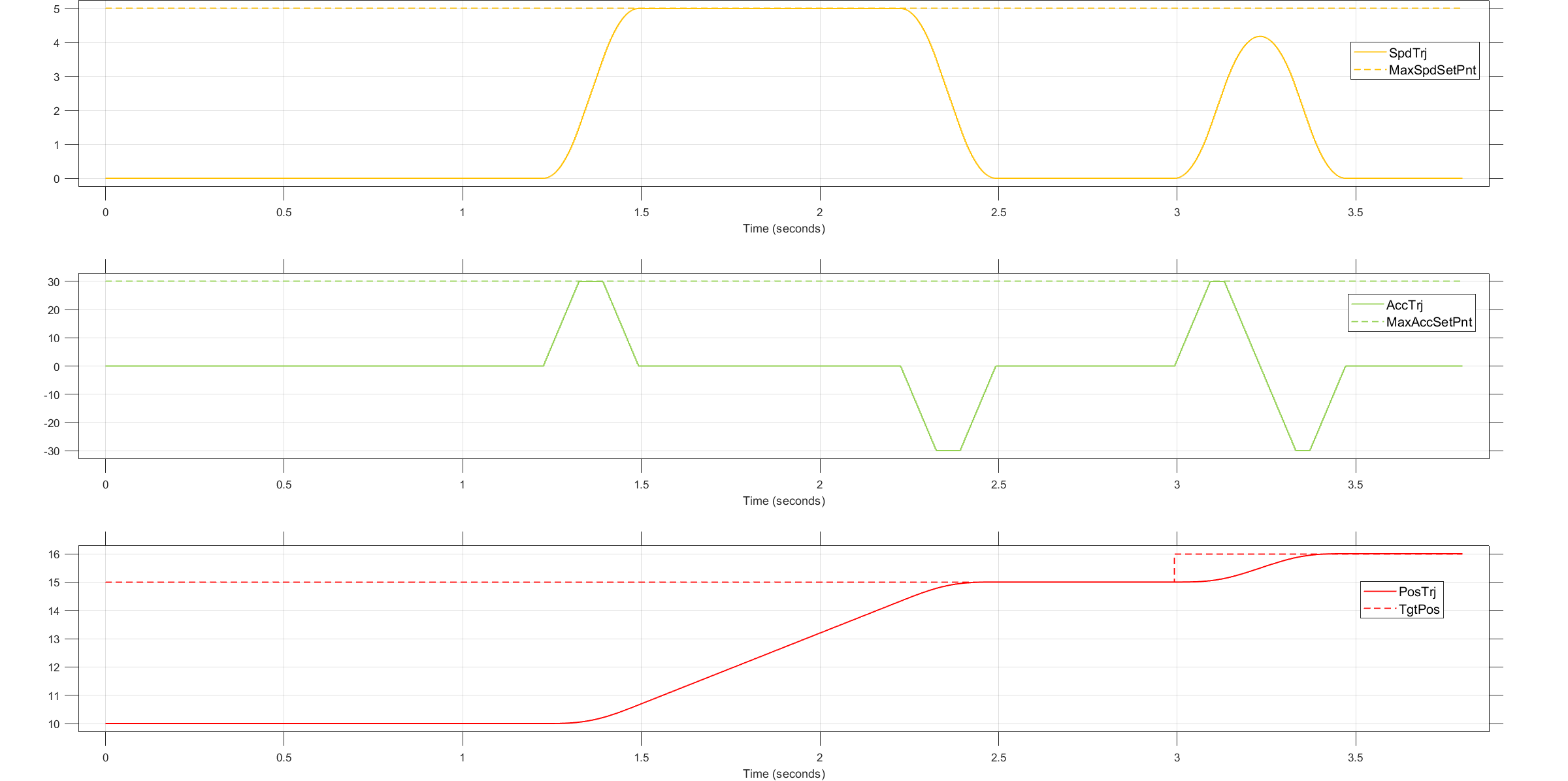
Figure 9: General behavior of the input MaxSpdSetPnt
TgtFr - Target Force setpoint, -REAL-
The input allows users to specify the desired target force for the hydraulic cylinder. It can be defined in any unit appropriate for the application (e.g., N, kN, MN). When TgtFr recognizes a change and the function is in force control mode, the function generates a trajectory from the current force to the specified target. The internal controller ensures that the current force follows this trajectory accurately. When the function block is deactivated, changes to this input is without function.
Important: It is essential to understand that any changes to the TgtFr , FrMaxSpdSetPnt, FrMaxAccSetPnt and FrJerkSetPnt during force adjusment are internally ignored by the block. The block responds to changes only when FrTrj matches TgtFr . The Busy output serves as an indicator of the block’s readiness: When the Busy output of the block is logicaly True , it indicates that the cylinder force is in transition, and the controller will not respond to new setpoints. Conversely, if it is logically False , the cylinder is in a steady state, allowing the controller to react to new setpoints.
See figure 9: at T = 3.23s, FrTrj exactly equals 700N (it was the target force at the beginiging). Exactly at this time point the Busy output set to false and the FrTrj goes to the new target TgtFr = 500N.
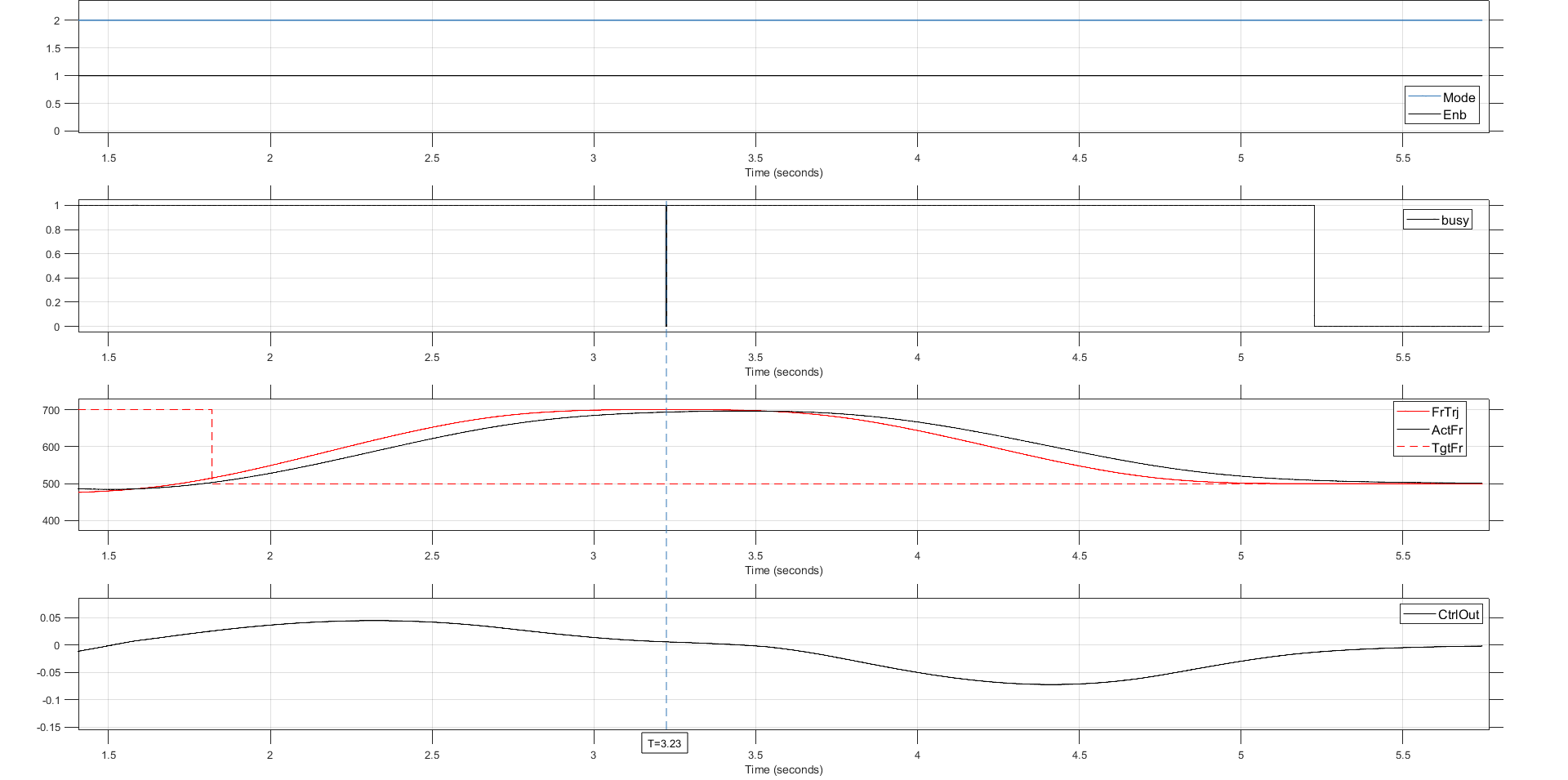
Figure 9: Reaction of the controller with a new setpoint while moving.
6. Activate the Fucntion and Execute Movement
Start the tuning process with the KpPos value by setting it to a minimal level. Then, specify a position target using the TgtPos and enable the controller. Ideally, adjust KpPos so that, during the movement the actual position runs parallel with the position trajectory output (PosTrj ) at certain moments. If KpPos is too low, the actual position might never gets paralleled with the position trajectory.
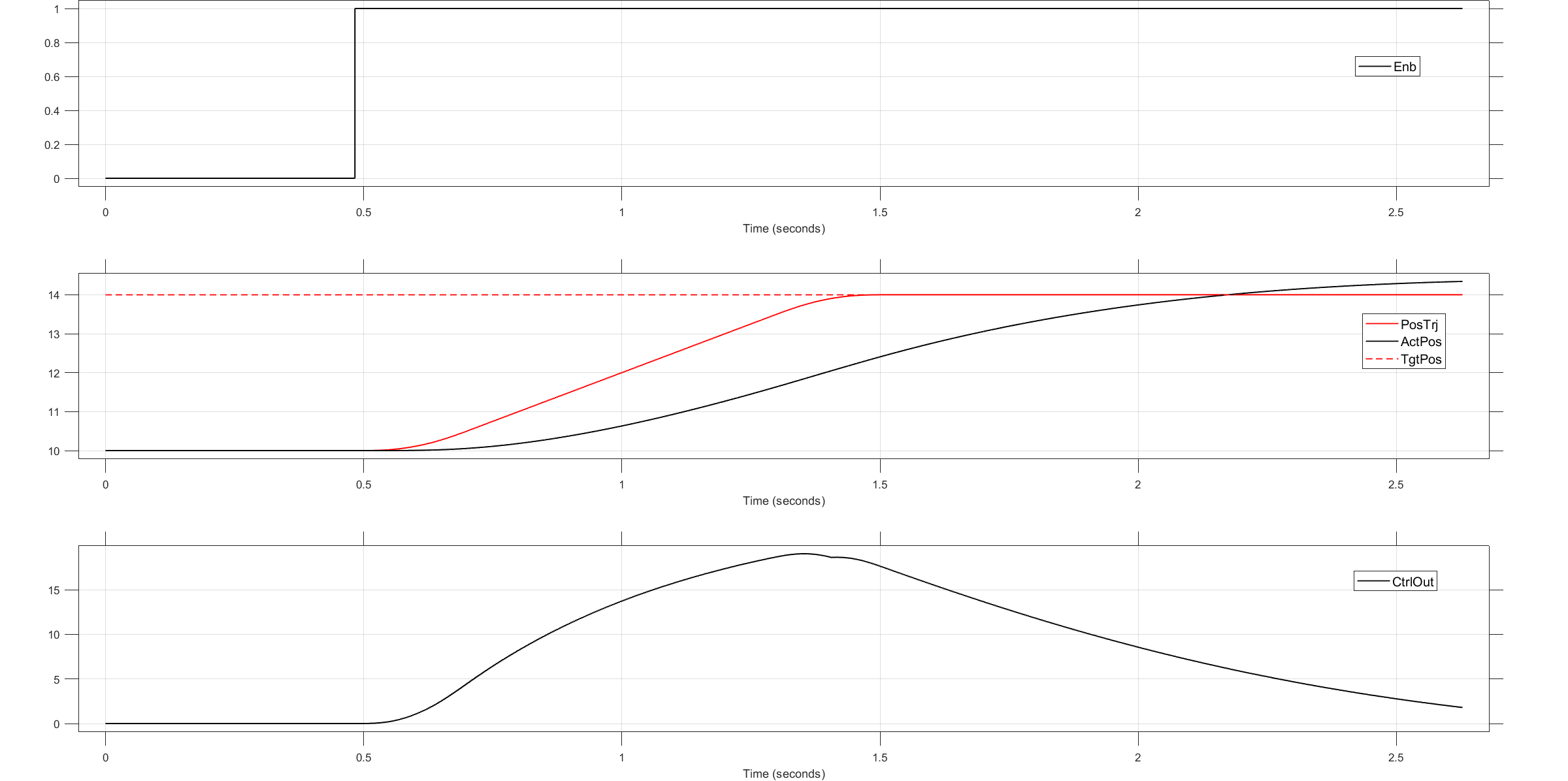
Figure 10: Reaction of the controler with the parameters KpPos = 10; KiPos = 0; GainFwdSpdCtrl = 0 and GainBwdSpdCtrl = 0.
In Figure 10, it is observable that during the movement, the ActPos and PosTrj are never parallel. This indicates that the KpPos value is too small.
Important for all examples: The values of control parameters provided in the this sections are solely as examples to illustrate the approach for setting control parameters. Under no circumstances should these values be directly applied to your machine, not even as initial starting points. The control parameters must be explicitly adjusted for each machine individually.
7. KpPos Tuning
- Incremental KpPos Adjustments: Gradually increase the KpPos value. After each increment, execute a new movement by defining an appropriate target position.
- Objective: Continue this process until the position trajectory (PosTrj ) and the actual position are parallel, indicating proper tuning.
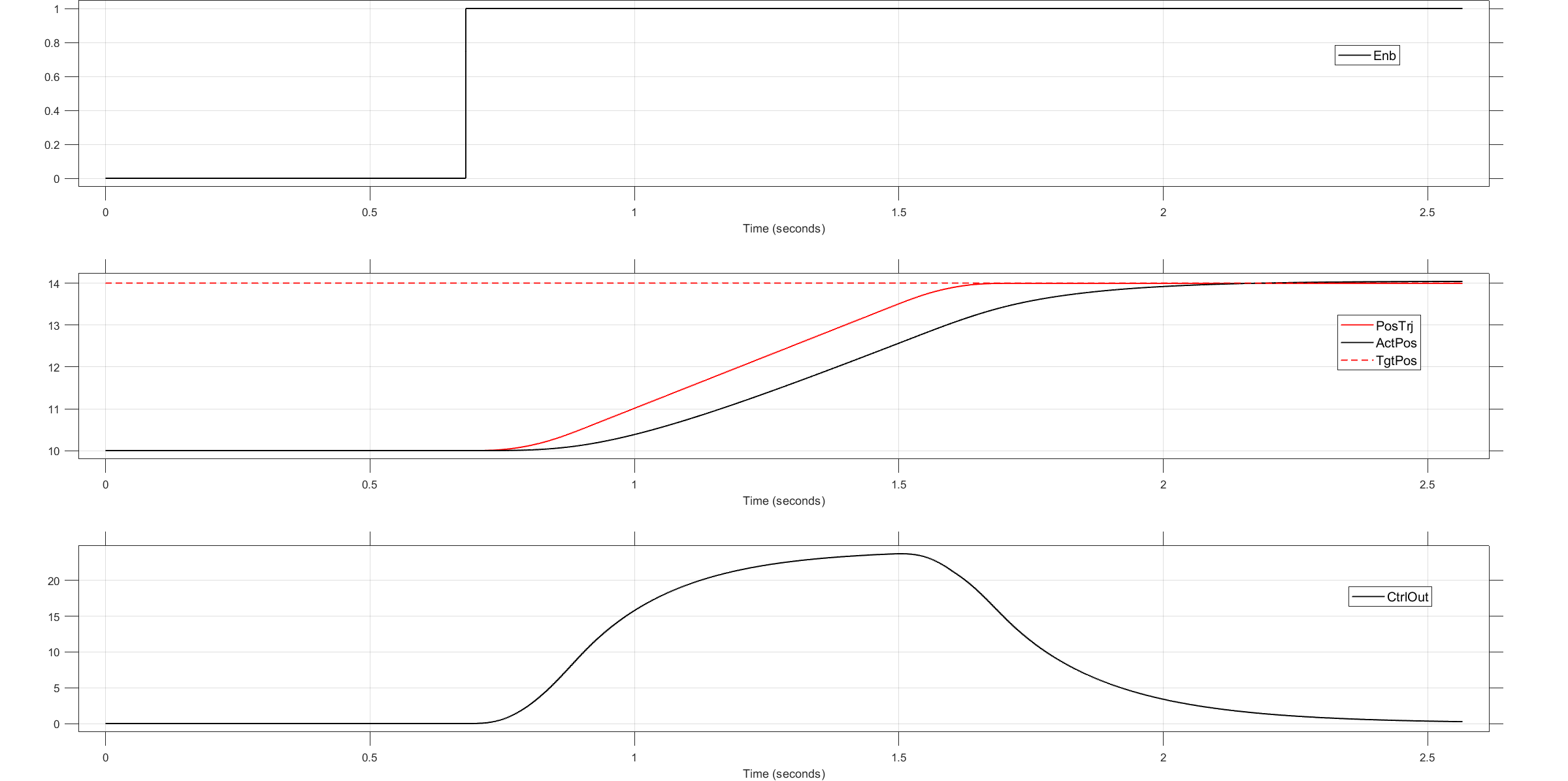
Figure 11: Reaction of the controler with the parameters KpPos = 25; KiPos = 0; GainFwdSpdCtrl = 0; GainBwdSpdCtrl = 0 and GainAccCtrl = 0.
According Figure 11 when the KpPos increased to 25, the PosTrj and ActPos now run parallel during movement, indicating that the KpPos has been optimally adjusted for the current conditions.
8. Determine the Positive Feedforward Parameter
- Execute a Positive Movement: Run a positive movement of the hydraulic axis.
- Read Controller output: At a point where the actual position and the position trajectory (PosTrj ) are parallel, read the value of CtrlOut.
- Calculate GainFwdSpdCtrl: Divide the CtrlOut by the set speed value (MaxSpdSetPnt ). The result is the value you should enter into GainFwdSpdCtrl of the structure PosCtrlPar. In the example shown in figure 14. The MaxSpdSetPnt was set to 5 [mm/s]. The CtrlOut is 21.85 see figure 12) .
The value for GainFwdSpdCtrl is then calculated by: GainFwdSpdCtrl => 21.85/5= 4.37
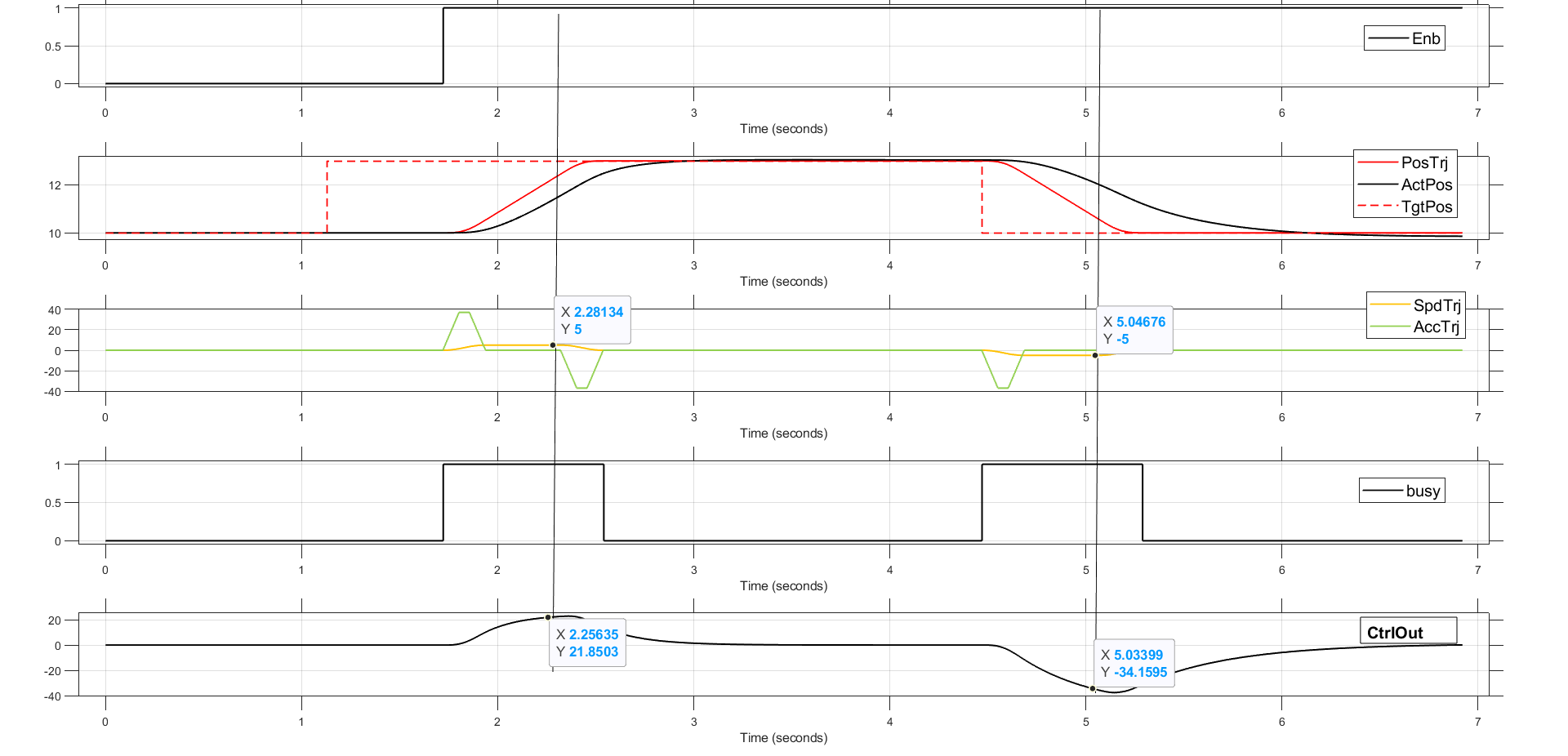
Figure 12: Adjusting the feedforward parameters based on the system’s response to a control input.
Important for all examples: The values of control parameters provided in the this sections are solely as examples to illustrate the approach for setting control parameters. Under no circumstances should these values be directly applied to your machine, not even as initial starting points. The control parameters must be explicitly adjusted for each machine individually.
9. Determine the Negative Feedforward Parameter
- Repeat Step 8: Perform the same process as in Step 8, but with a negative movement of the hydraulic axis.
- Calculate and Set Gain: Write the resulting value into GainBwdSpdCtrl of the strucutre PosCtrlPar .
GainBwdSpdCtrl => 34.15/5= 6.83
Important for all examples: The values of control parameters provided in the this sections are solely as examples to illustrate the approach for setting control parameters. Under no circumstances should these values be directly applied to your machine, not even as initial starting points. The control parameters must be explicitly adjusted for each machine individually.
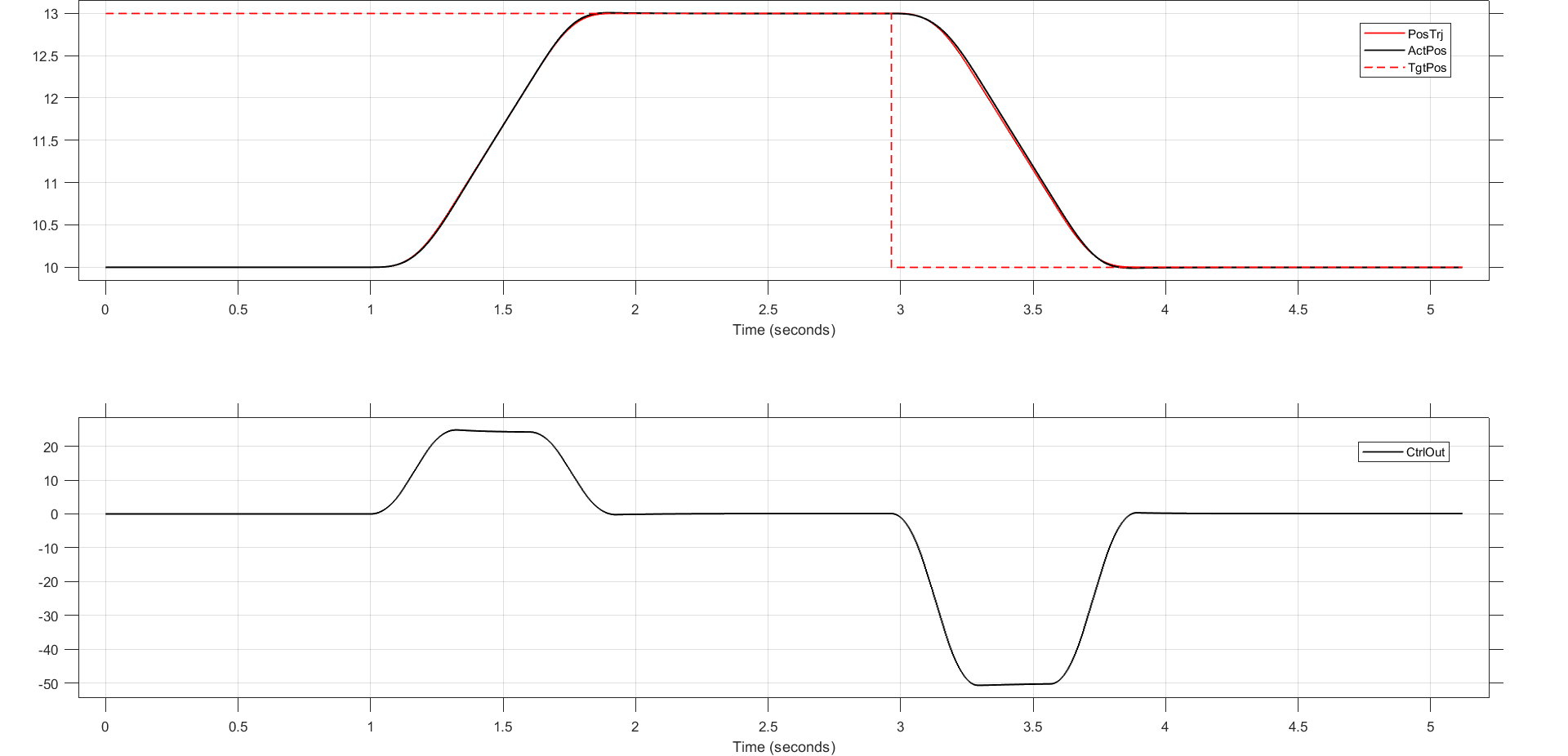
Figure 13: System behavior with well-adjusted Kp, Feedforwards and Ki parameters.
12. Finalize the Position Controller Setup
- Optimal Configuration: Once the Kp , feedforward parameters, and Ki are tuned, the position controller is optimally set.
- Run Movements in Modes 1: You can now move the hydraulic axis in Modes 1 with any target positions, speeds, accelerations, and jerks that your mechanics can handle, without needing to adjust the PosCtrlPar values again.
Note: If, despite proper parameter adjustment, overshooting is observed in the control behavior (as shown in figure 14), it is an indication that the dynamics of the Position Trajectory are faster than your machine’s maximum capability. Therefore, you should reduce the MaxAccSetPnt and JerkSetPnt parameters.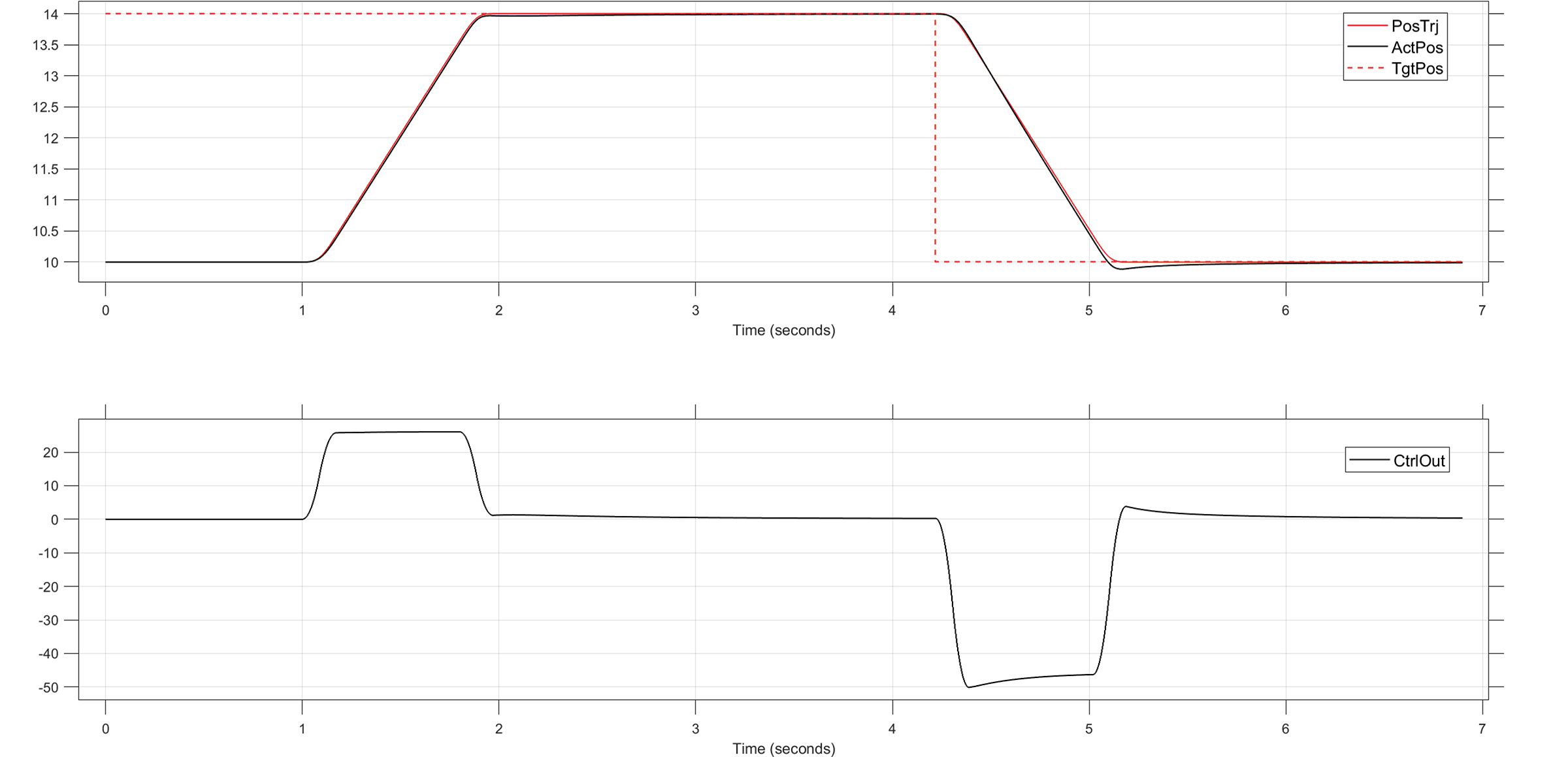
Figure 14: Overshoot despite proper parameter adjustment.
3. Activate the Fucntion and Execute Movement
Start the tuning process with the KpFr value by setting it to a minimal level and icrease it step by step. Ideally, adjust KpPos so that, during the movement the actual force runs parallel with the force trajectory output (FrTrj) at certain moments. If KpFr is too low, the actual force might never gets paralleled with the force trajectory . See figure 15.
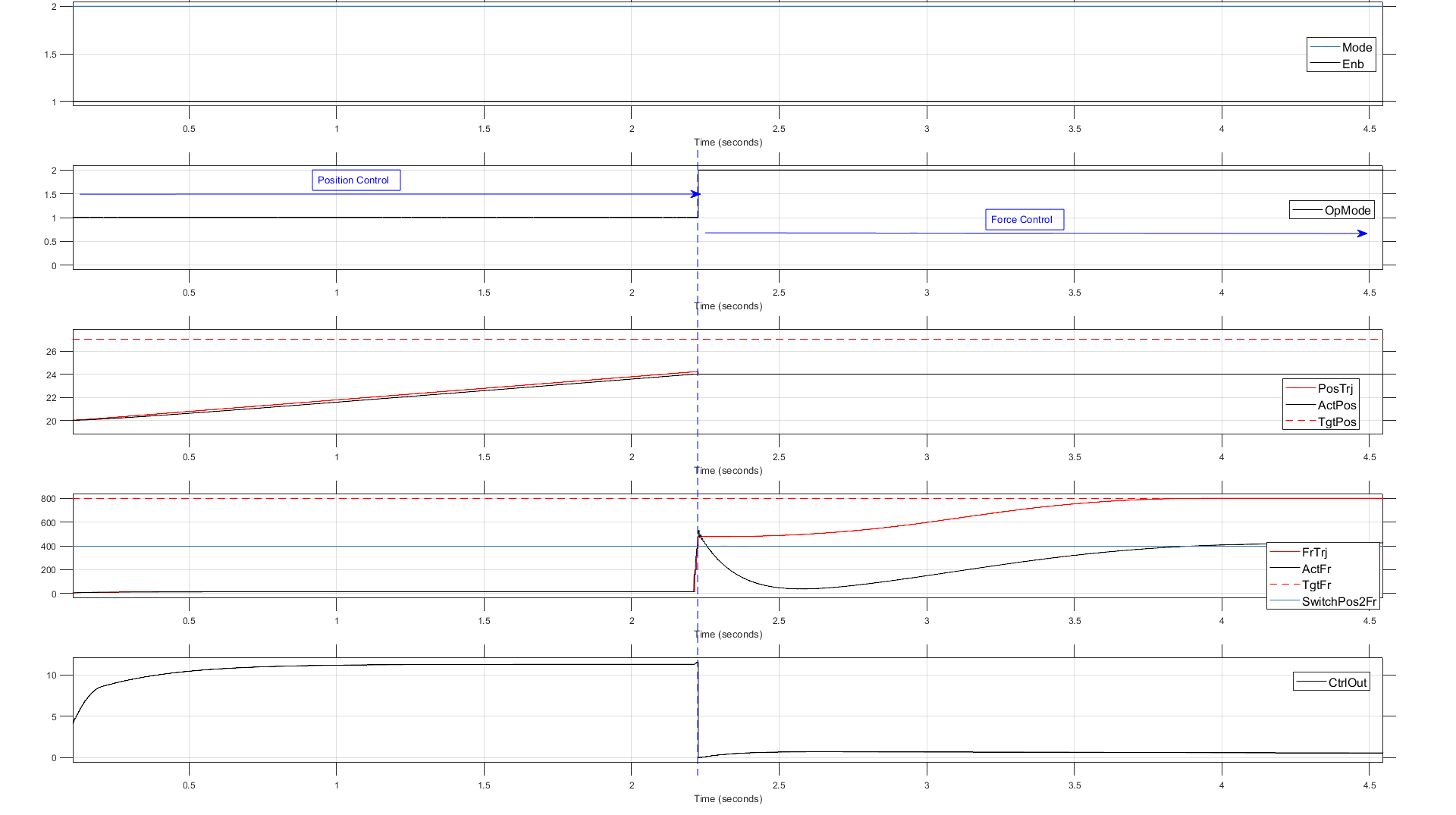
Figure 15: Reaction of the controller with the parameters KpFr = 0.002; KiFr = 0; FrGainFwdSpdCtrl = 0 and FrGainBwdSpdCtrl = 0.
Important for all examples: The values of control parameters provided in the this sections are solely as examples to illustrate the approach for setting control parameters. Under no circumstances should these values be directly applied to your machine, not even as initial starting points. The control parameters must be explicitly adjusted for each machine individually.
4. KpFr Tuning
- Incremental KpFr Adjustments: Gradually increase the KpFr value. After each increment, execute a new movement .
- Objective: Continue this process until the force trajectory (FrTrj) and the actual force are parallel, indicating proper tuning.
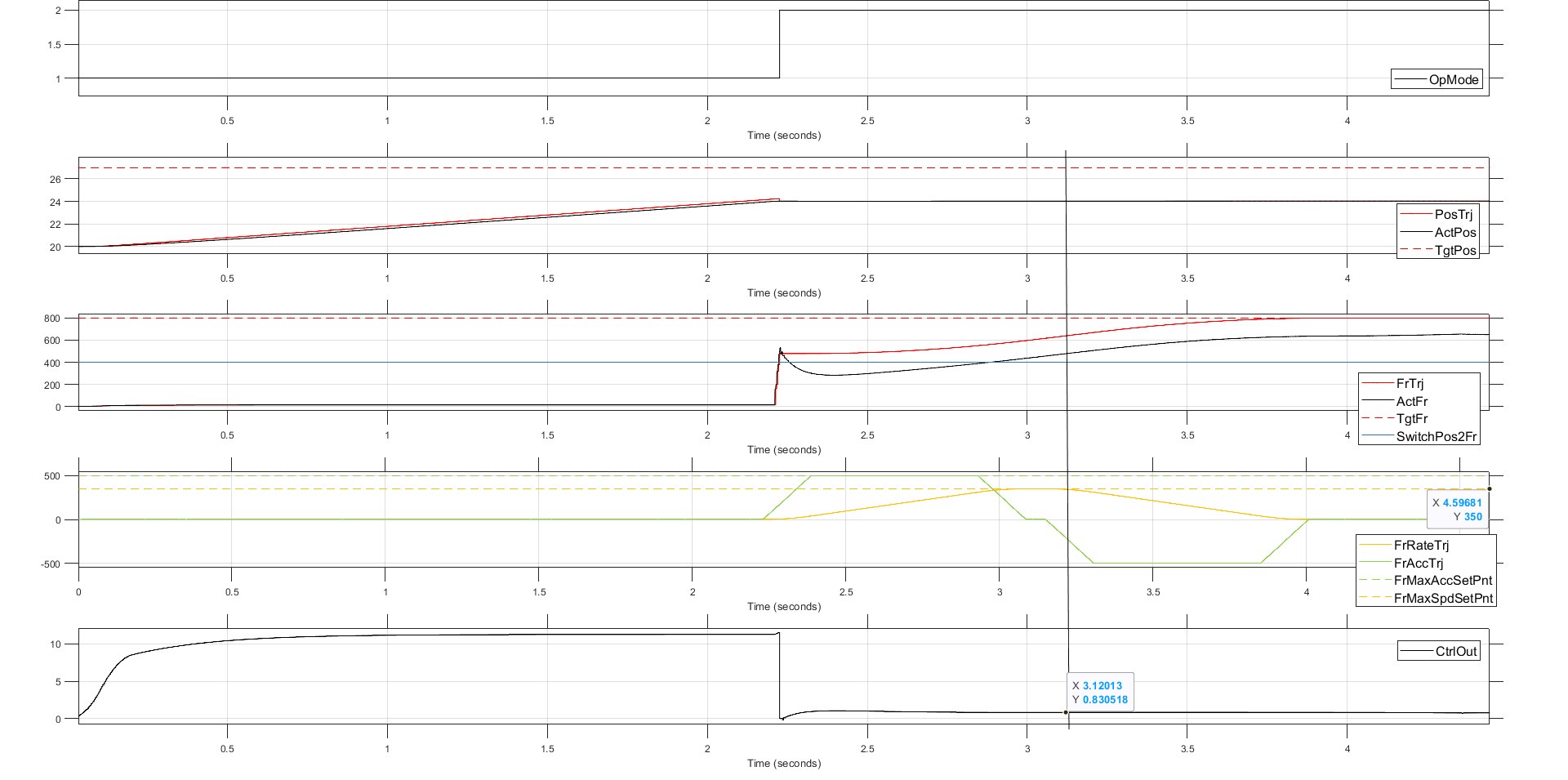
Figure 16: Reaction of the controller with the parameters KpFr = 0.007; KiFr = 0; FrGainFwdSpdCtrl = 0 and FrGainBwdSpdCtrl = 0.
According Figure 18 when the KpFr increased to 0.007, the FrTrj and ActFr now run parallel during Force transition, indicating that the KpFr has been optimally adjusted for the current conditions.
6. Determine the Negative Feedforward Parameter
Repeat the same process when reducing the force, without changing the KpFr value. Divide CtrlOut by FrMaxSpdSetPnt and enter this result into the FrGainBwdSpdCtrl input. After setting FrGainFwdSpdCtrl and FrGainBwdSpdCtrl the force control behavior should be much better, as seen in figure 17.
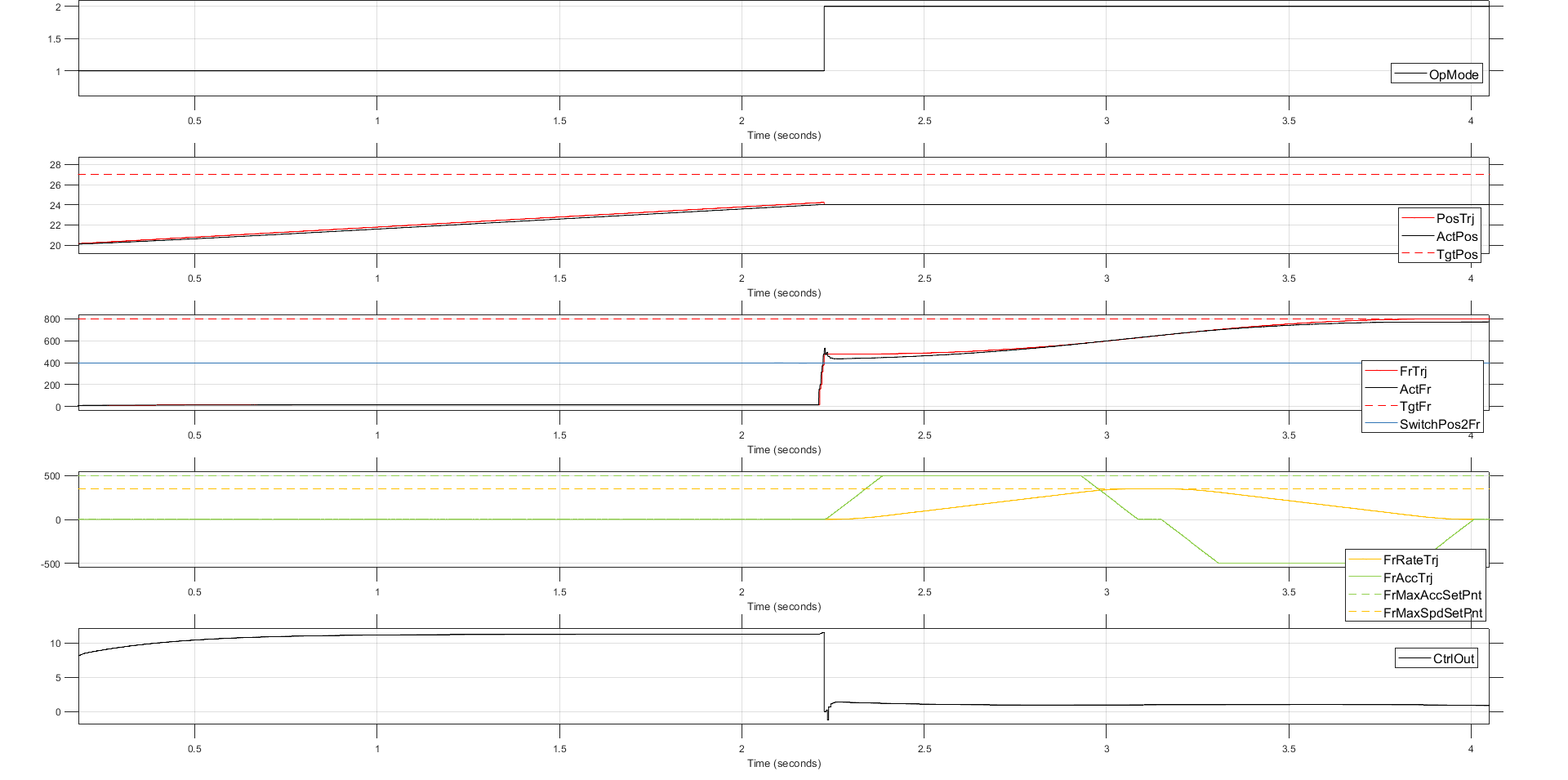
Figure 17: Reaction of the controller with the parameters KpFr = 0.007; KiFr = 0; FrGainFwdSpdCtrl = 0.0023 and FrGainBwdSpdCtrl = 0.0023.
7. Adjust Ki Parameter
For setting KiFr , we suggest setting the ModeIntCntrl input to one, ensuring that the Icontroller is active only in steady states. Then, observe the persistent control deviation of the force and incrementally increase KiFr until you are satisfied with the controller’s accuracy.
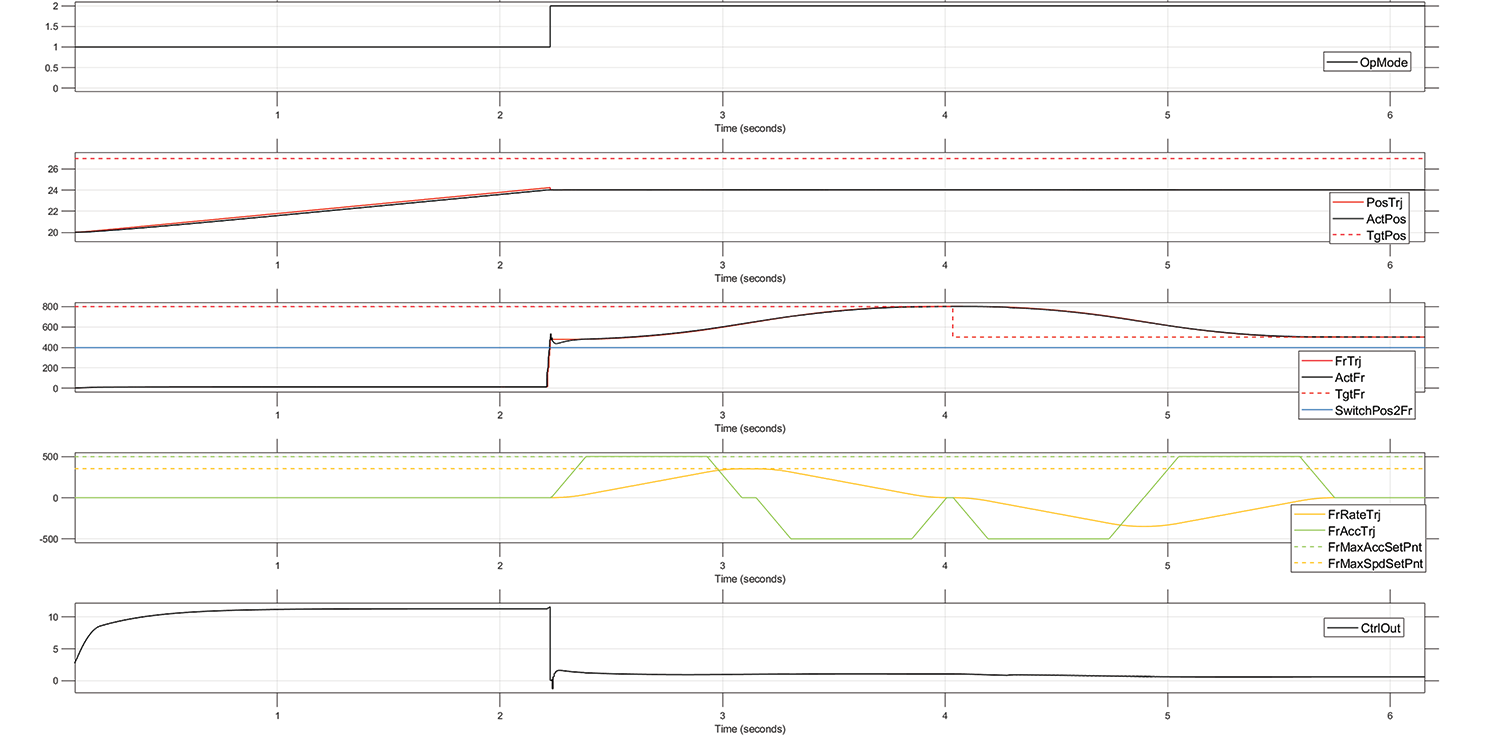
Figure 18: Reaction of the controller with the parameters KpFr = 0.007; KiFr = 0.5; FrGainFwdSpdCtrl = 0.0023 and FrGainBwdSpdCtrl = 0.0023.
When all parameters are adjusted as described, the system should be able to closely follow the desired force trajectory, as illustrated in figure 18.
