
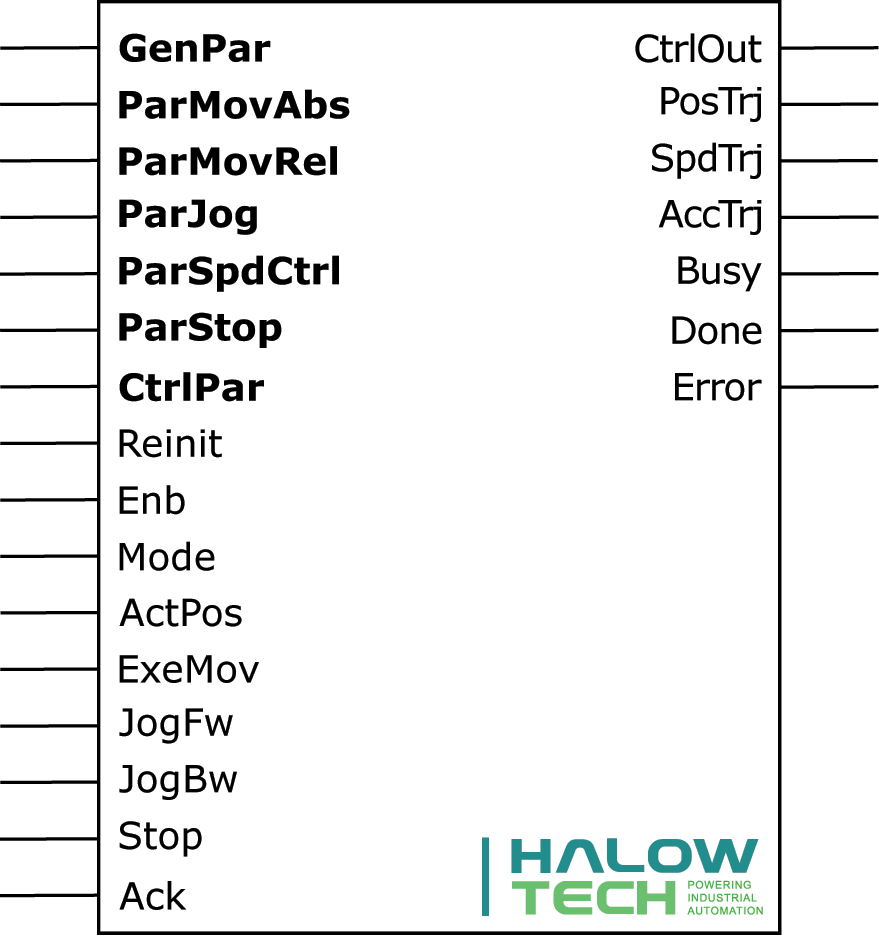
GenPar → SupImpCtrl - Superimposed Contoller input, -REAL-
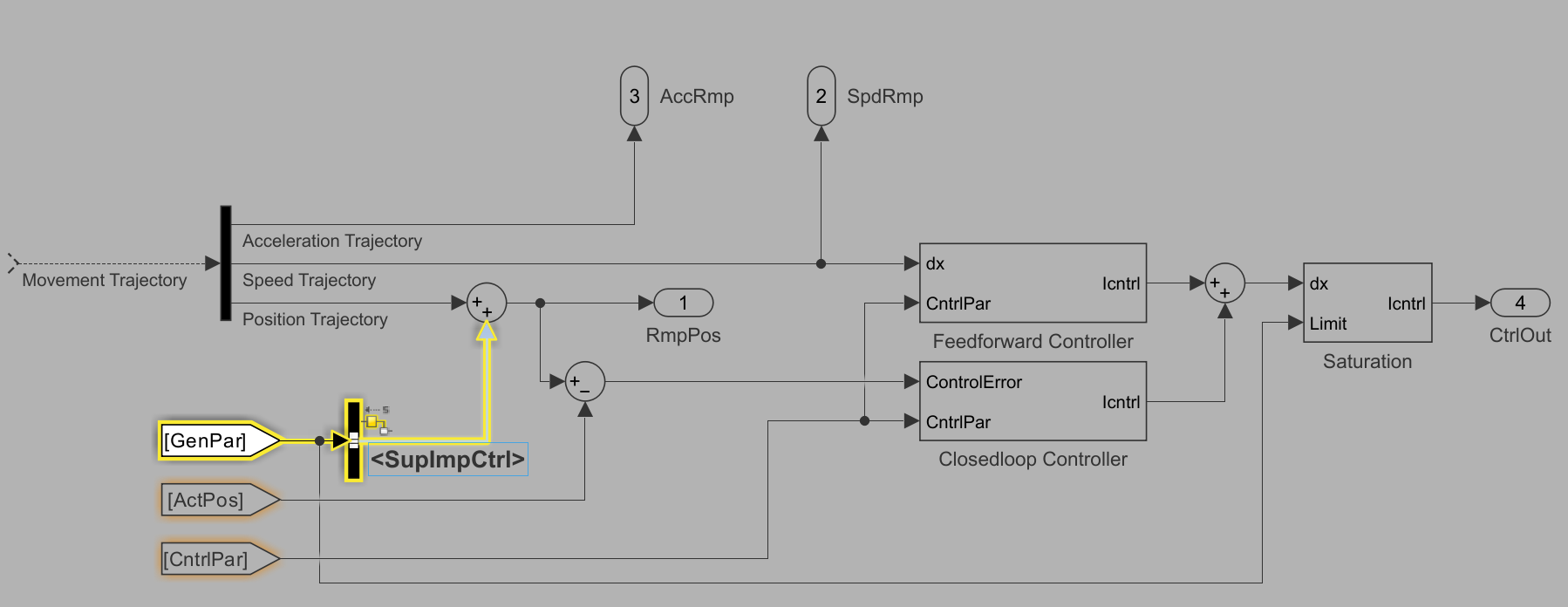 Figure 1
Figure 1 ParMovAbs → TgtPos - Position setpoint for absolute movement, -REAL-
The input allows users to specify the desired target position for the linear axis. It can be defined in any unit appropriate for the application (e.g. meters, centimeters, millimeters, micrometer). When the ExeMov input recognizes a rising edge, the function generates a trajectory from the current position to the specified target. The internal position controller ensures that the linear axis follows this trajectory accurately.
To operate the function in absolute move mode, the Mode input must be configured with a value of 1. This setting ensures that the function interprets the ParMovAbs input as setpoint. Important: It is essential to understand that any changes of the TgtPos , MaxSpd , MaxAccSetPnt and JerkSetPnt during axis movement are internally ignored by the function block. The function block responds to changes only when PosTrj matches TgtPos . The Busy ouput serves as an indicator of the block’s readiness: When the Busy output of the block is logicaly True , it indicates that the axis is in motion and the controller will not respond to new setpoints. Conversely, if it is logically False , the axis is in steady state, allowing the controller to react to new setpoints.
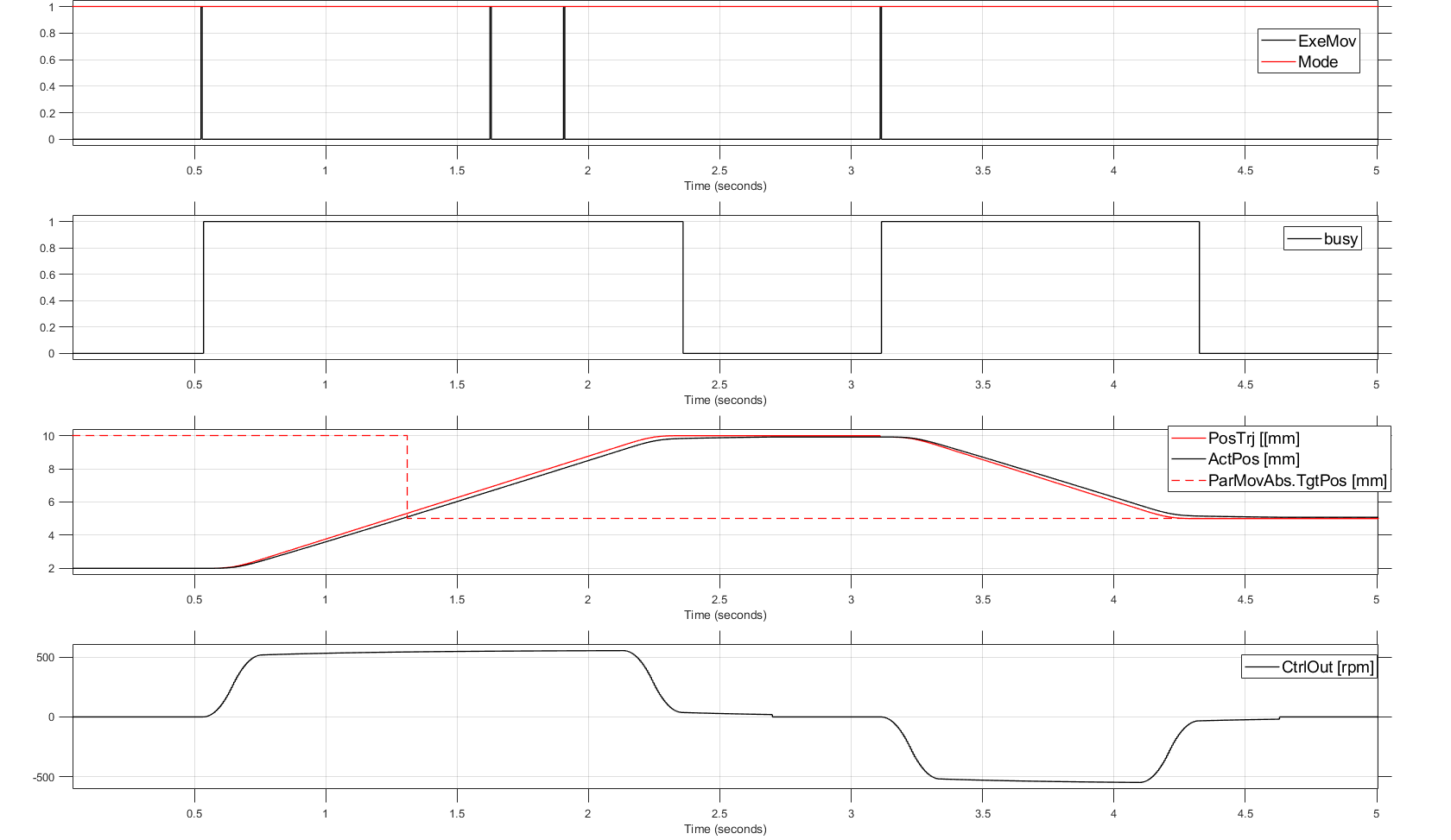 Figure 2
Figure 2
ParMovAbs → MaxSpdSetPnt - Maximum speed setpoint for absolute movement, -REAL-
This input sets the maximum allowable speed of the linear axis during the movement in mode 1. It is defined in the same unit as the TgtPos input, per second. This parameter ensures that the linear axis moves at a controlled speed while reaching the target position defined by TgtPos . This sets the top speed for the linear axis during movement.
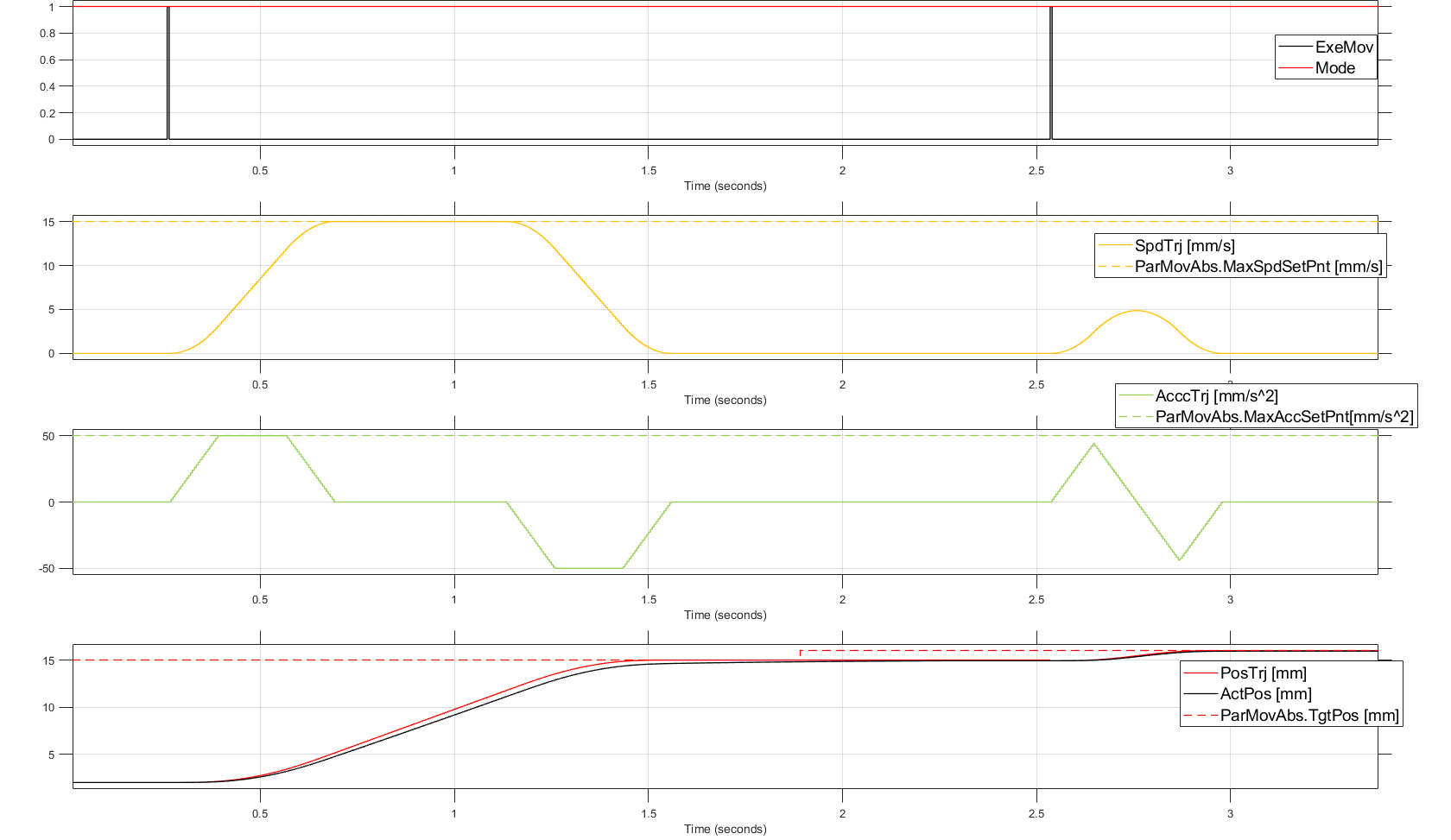 Figure 3
Figure 3
ParMovAbs → JerkSetPnt - Jerk setpoint for absolute movement, -REAL-
JerkSetPnt controls the abruptness or smoothness of motion by regulating the rate of change of acceleration. It is measured in the same unit as TgtPos per second cubed. Adjusting JerkSetPnt allows users to customize the motion profile according to their desired level of abruptness or smoothness. For example, if the maximum acceleration needs to be achieved within half a second, the JerkSetPnt value should be set to double the maximum acceleration value.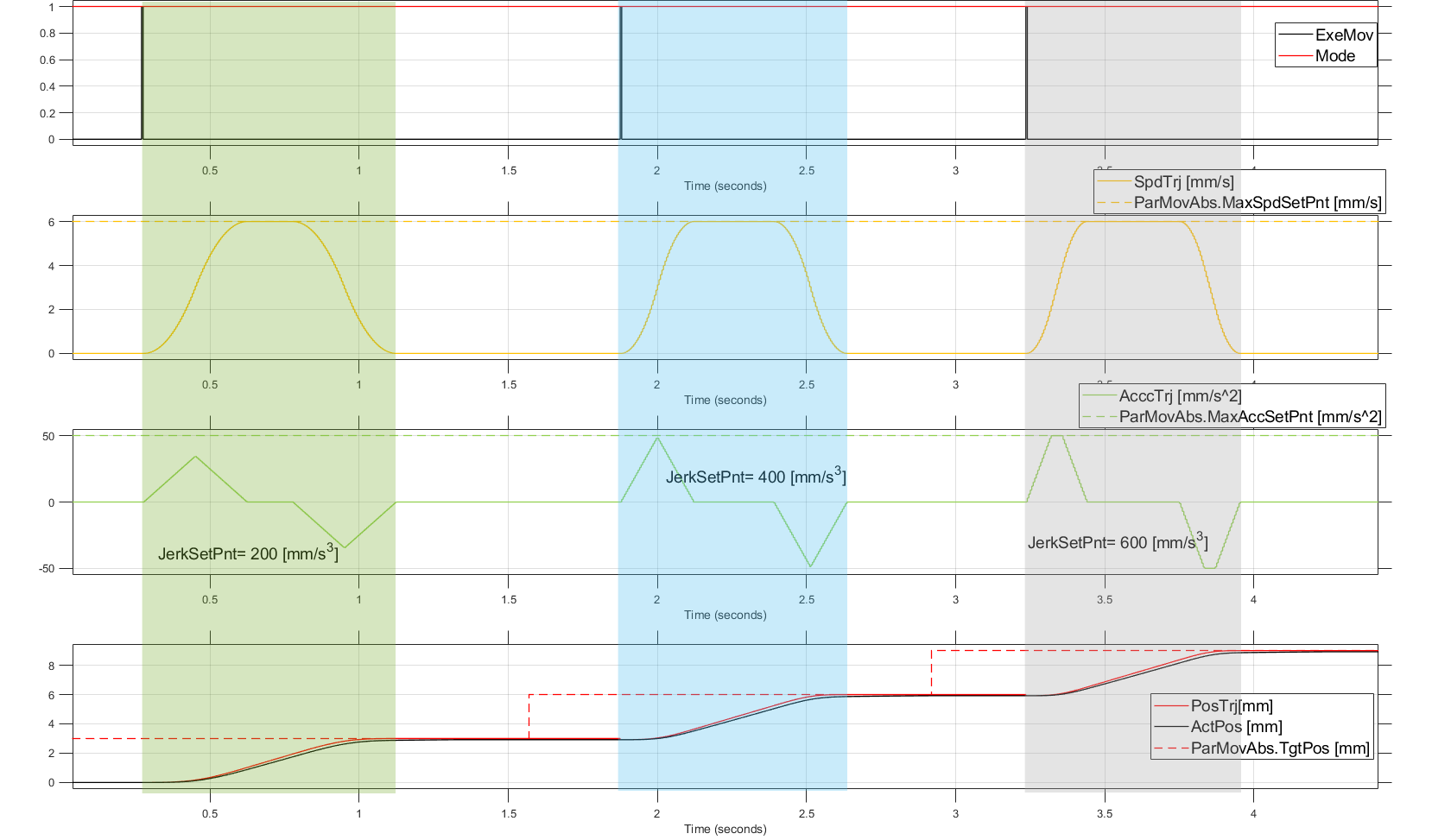 Figure 4
Figure 4
Setting a jerk value as a setpoint is important for controlling the smoothness of acceleration and deceleration transitions. By managing the rate at which acceleration changes, users can prevent sudden, harsh movements that could cause mechanical wear or instability in the system. This ensures a smoother and more controlled operation, which is especially beneficial in applications where precision and mechanical longevity are critical.
ParMovRel → Distance - Distance for the relative movement, -REAL-
The Distance input defines the distance the linear axis should move in relative movement mode, similar to the TgtPos input of the struct ParMovAbs in absolute movement mode, but with the key difference that it specifies the relative distance to be traveled rather than an absolute position. A positive value causes forward movement, while a negative value results in backward movement. The motion is initiated when a rising edge is detected on the ExeMov input. It is important to note that any changes to the parameters set by Distance during the motion will not be processed by the function until the current movement is completed. To operate the function in relative move Mode, the Mode input must be configured with a value of 2. This setting ensures that the function interprets the Distance input as the setpoint.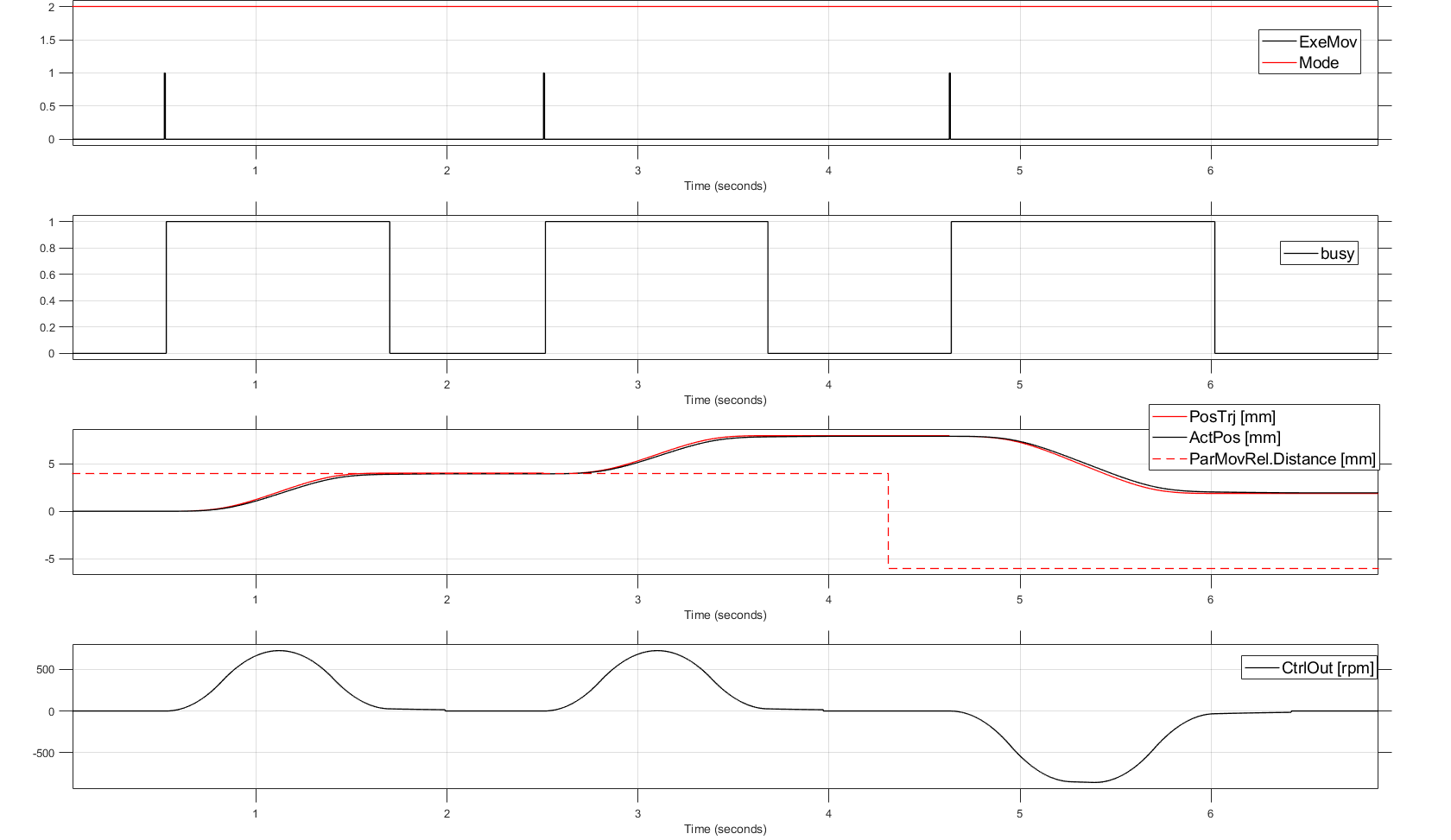 Figure 5
Figure 5
ParJog → TgtSpd - Target speed setpoint,-REAL-
When the Mode input is set to 3, the function operates in Jog Mode. In this mode, the linear axis moves forward with the configured speed, acceleration, and jerk as long as the JogFw input is True . If the JogBw input is activated, the linear axis moves backward. When JogFw and JogBw is set to False , the linear axis decelerates to a stop using the configured acceleration and jerk. This input defines the speed at which the linear axis moves while the JogFw or JogBw input is True , ensuring precise control over the jogging speed during manual operation.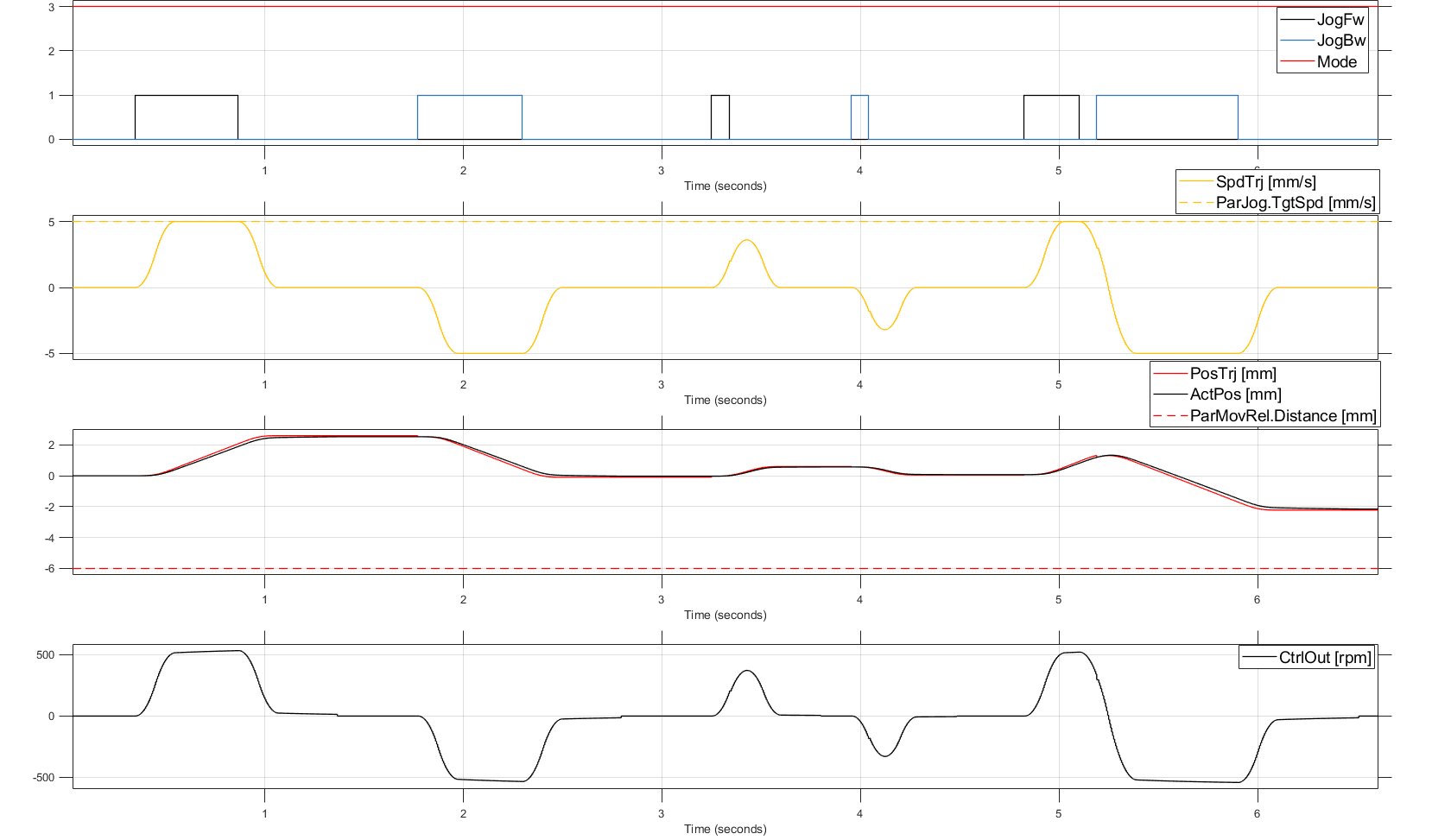 Figure 6
Figure 6
ParSpdCtrl → TgtSpd - Target of speed control mode, -REAL-
The TgtSpd input is used to specify the target speed when the function block is configured in Motor Speed Mode. In this mode, the user can send a speed setpoint to the motor, which is executed with the configured acceleration and jerk parameters. The function generates and sends a motor speed setpoint independently of the linear axis’s position, allowing direct control of the motor’s rotational speed.
Whether you’re managing conveyors, pumps, fans, or other motion-driven applications, MotionProX ensures smooth, safe, and accurate motor speed transitions, protecting both your motor and mechanical components from excessive stress.
The unit for this input must be in a rotational speed format, such as RPM (revolutions per minute), rad/s (radians per second), or as a percentage of the motor’s nominal speed. This input provides precise control over the motor’s speed, making it ideal for applications where maintaining a specific motor speed is critical, regardless of the linear axis position.
In Motor Speed Mode, the user can change the target speed at any time. Any change to the TgtSpd input is immediately recognized by the function and is implemented using the configured acceleration and jerk parameters. This allows for real-time adjustments to the motor speed, ensuring responsive and precise control in dynamic applications.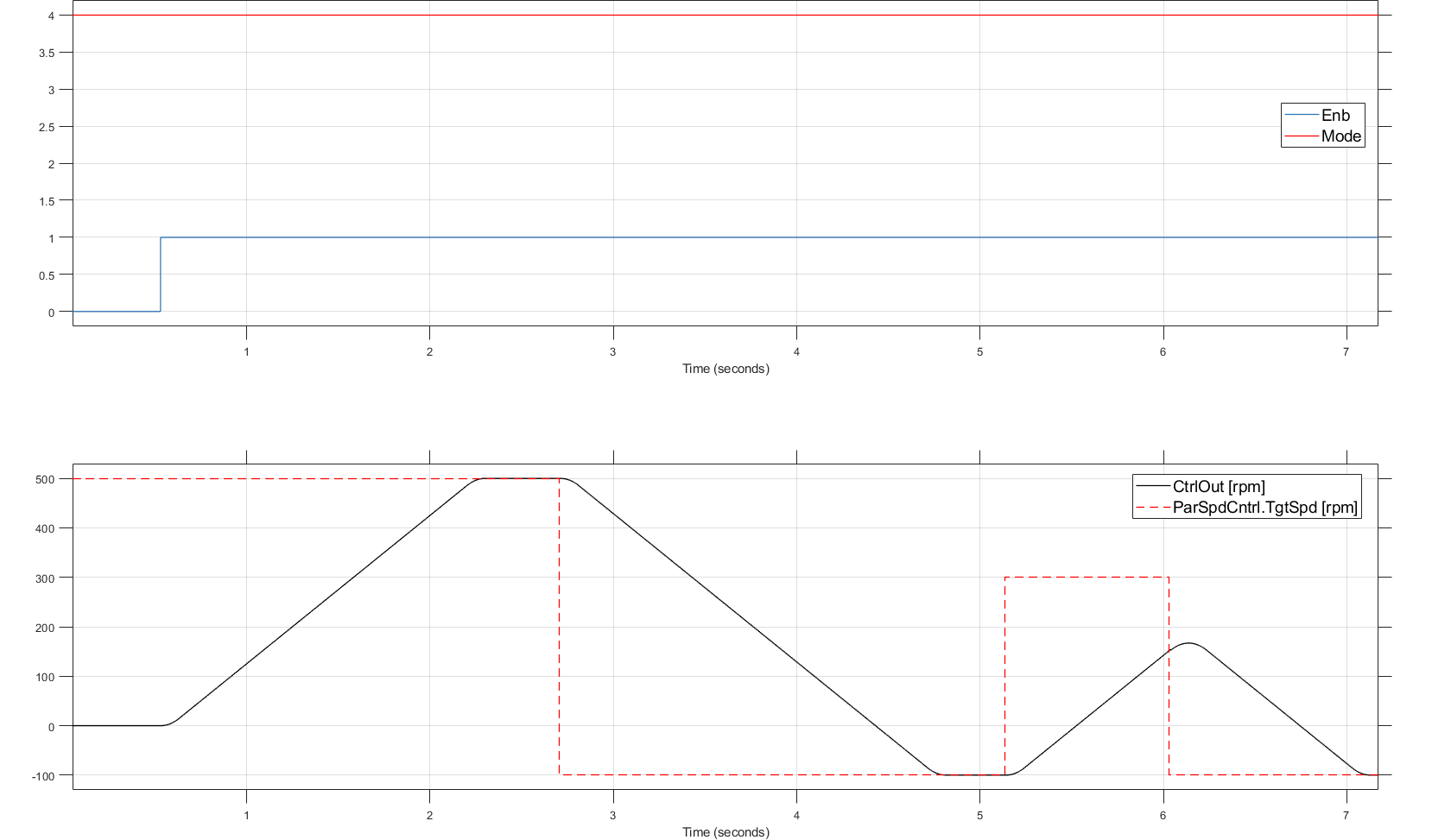 Figure 7
Figure 7
ParStop → DecSetPnt - deceleration of the motor stop, -REAL-
The function block includes a stop feature that allows the motor to be halted immediately, regardless of the current Mode. As soon as a rising edge is detected on the Stop input, the function triggers a stop ramp to bring the motor to zero speed. The deceleration during this stop is defined by the DecSetPnt input, which can be configured in units such as [rpm/s], [rad/s²], or as a percentage of the nominal speed per second. After the stop input is activated, normal operation of the function can only resume once the Ack input is activated. This ensures that the system is properly reset and ready for continued use after an emergency or controlled stop.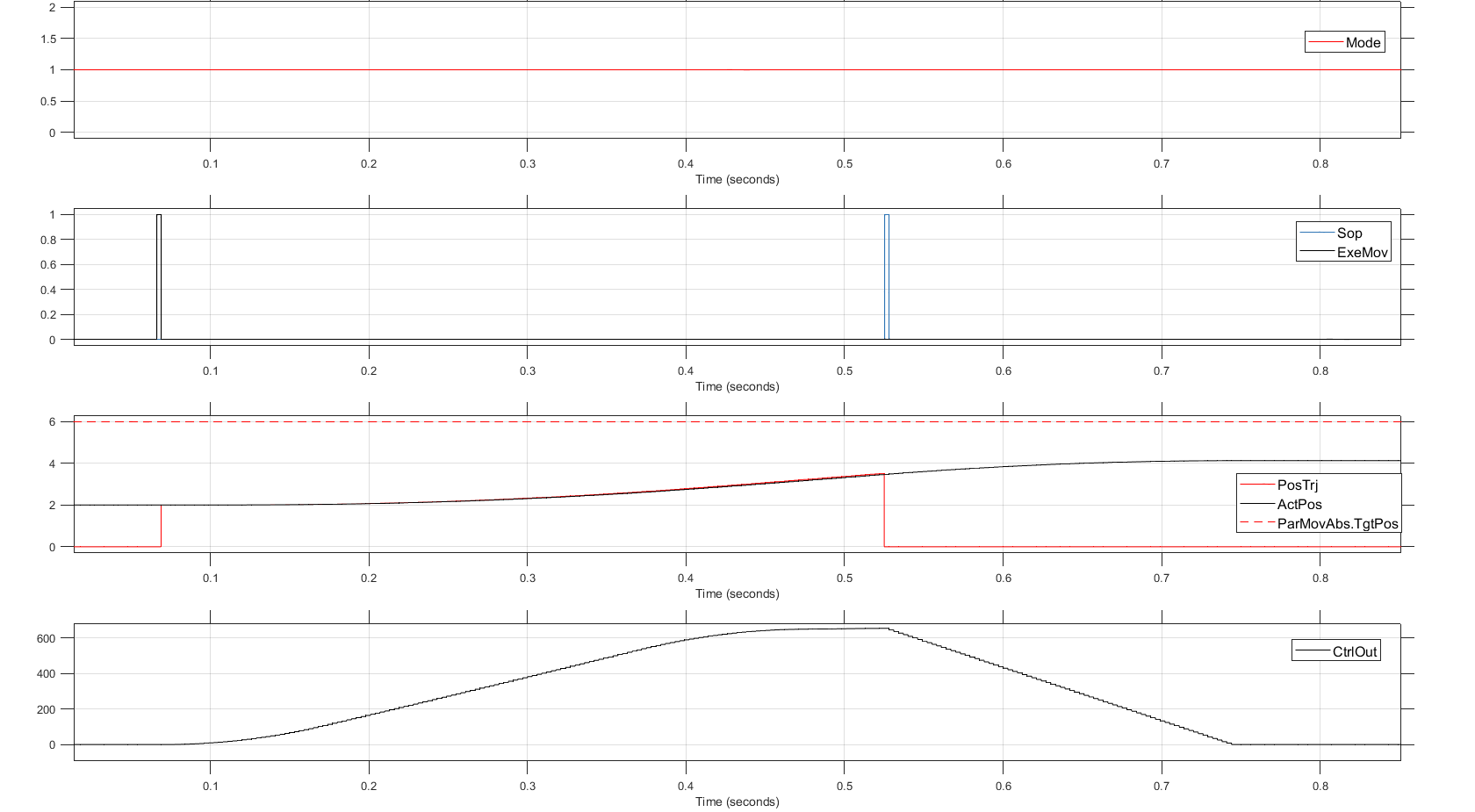 Figure 8
Figure 8
CtrlPar → Window - Tolerance window of the target position, -REAL-
The Window input is used to define a positional tolerance band around the target position TgtPos of the ParMovAbs structure. When the absolute distance of actual position ActPos of the linear axis from the target position is within half of the Window value and remains within this range for at least the specified TuneTime (which is configurable in seconds), the function block will send a speed setpoint of exactly 0.0 to the motor.
This functionality is crucial for achieving precise positioning. It ensures that when the axis gets close enough to the target position, the motor is gently brought to a complete stop, preventing overshoot and ensuring the axis remains within the desired positional accuracy. In figure 9 you can differentiate between three states:
- Window and Positioning: As the actual position (black line) approaches the target position (red dashed line), the difference between them becomes smaller than half of the Window value (illustrated by the blue dashed lines).
- TuneTime Activation: Once the actual position stays within this Window range for a duration of at least TuneTime (e.g. 0.5 seconds, as indicated on the graph), the function block signals the motor to reduce speed to exactly 0.0 (as shown in the CtrlOut graph).
- Final Positioning: This results in the motor coming to a smooth and controlled stop.
This feature is essential for applications requiring high positional accuracy, as it prevents oscillations around the target position and ensures a stable final position.
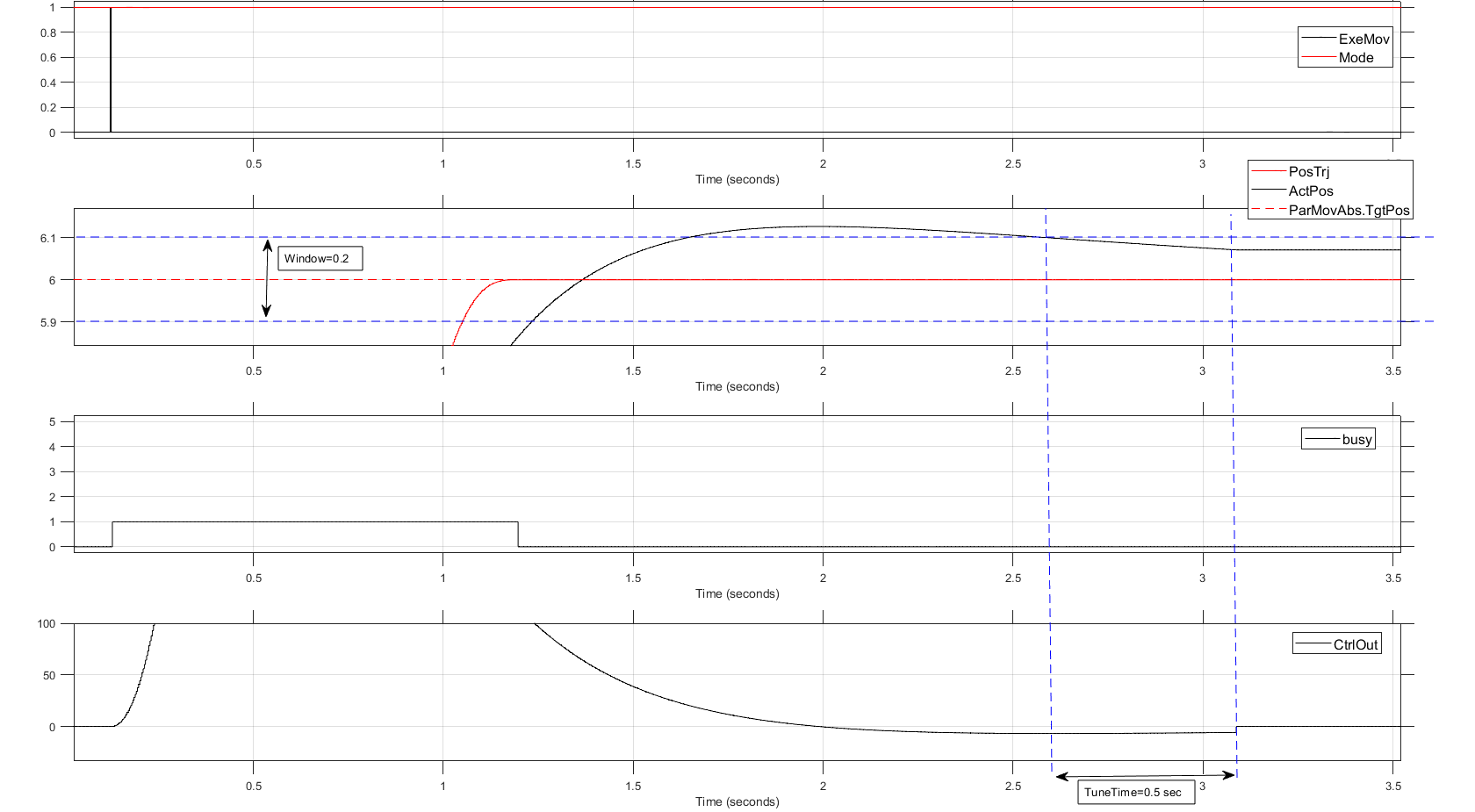 Figure 9: Behaviour of the tolerance window and tune time.
Figure 9: Behaviour of the tolerance window and tune time.
Stop - Safety stop, -BOOL-
The Stop input is a critical safety and control feature that overrides all other modes of operation. Regardless of the current mode the function block is in, when a rising edge is detected on the Stop input, the function immediately sends a zero-speed setpoint to the motor. This command is executed with a configurable deceleration rate, ensuring the motor comes to a controlled and safe stop. This input is essential for emergency stops or situations where an immediate halt of the motor is required, providing a reliable way to quickly bring the system to a stop.
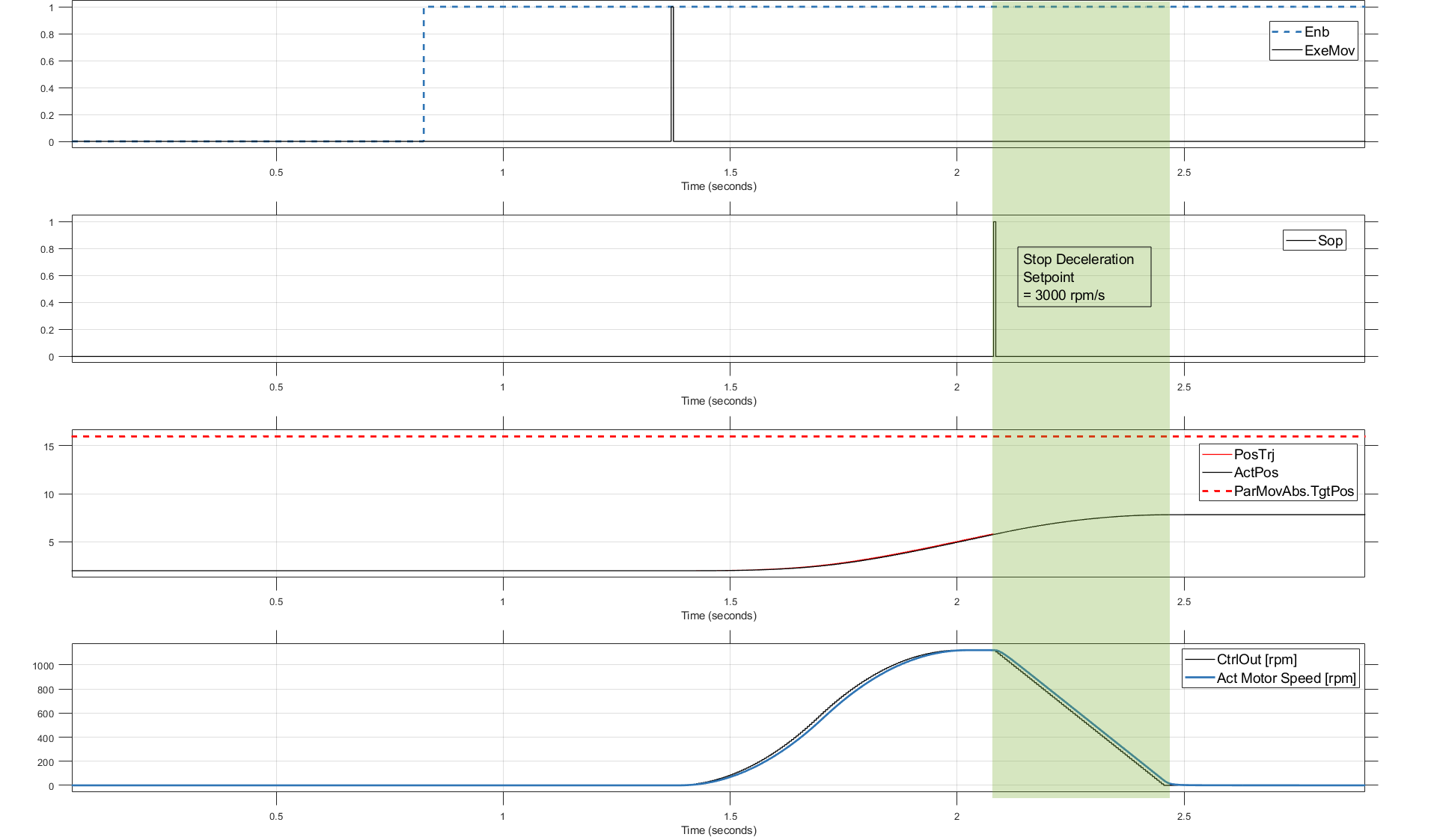 Figure 10
Figure 10
Busy - Busy signal, -BOOL-
The Busy output indicates whether the internal trajectory generator is currently moving toward a target position. While the trajectory is in progress and the axis is moving to the new target, this output will be True . Once the target position is reached, the Busy output switches to False.While Busy is True , the function block does not respond to new setpoints or impulses at the ExeMov input, preventing any interruptions or changes during the ongoing motion. However, in Mode 3 (Jog Mode) and 4 (Speed Control Mode), the Busy output is always False . This means the user can adjust the TgtSpd in Mode 4 or use the push buttons in Mode 3 at any time, and the function block will immediately respond to these changes. This functionality ensures that the system can be dynamically controlled in these modes without waiting for the completion of a previous motion. Figure 11
Error - Error conditions of the function block, -Boolean Array of 2 Elements-
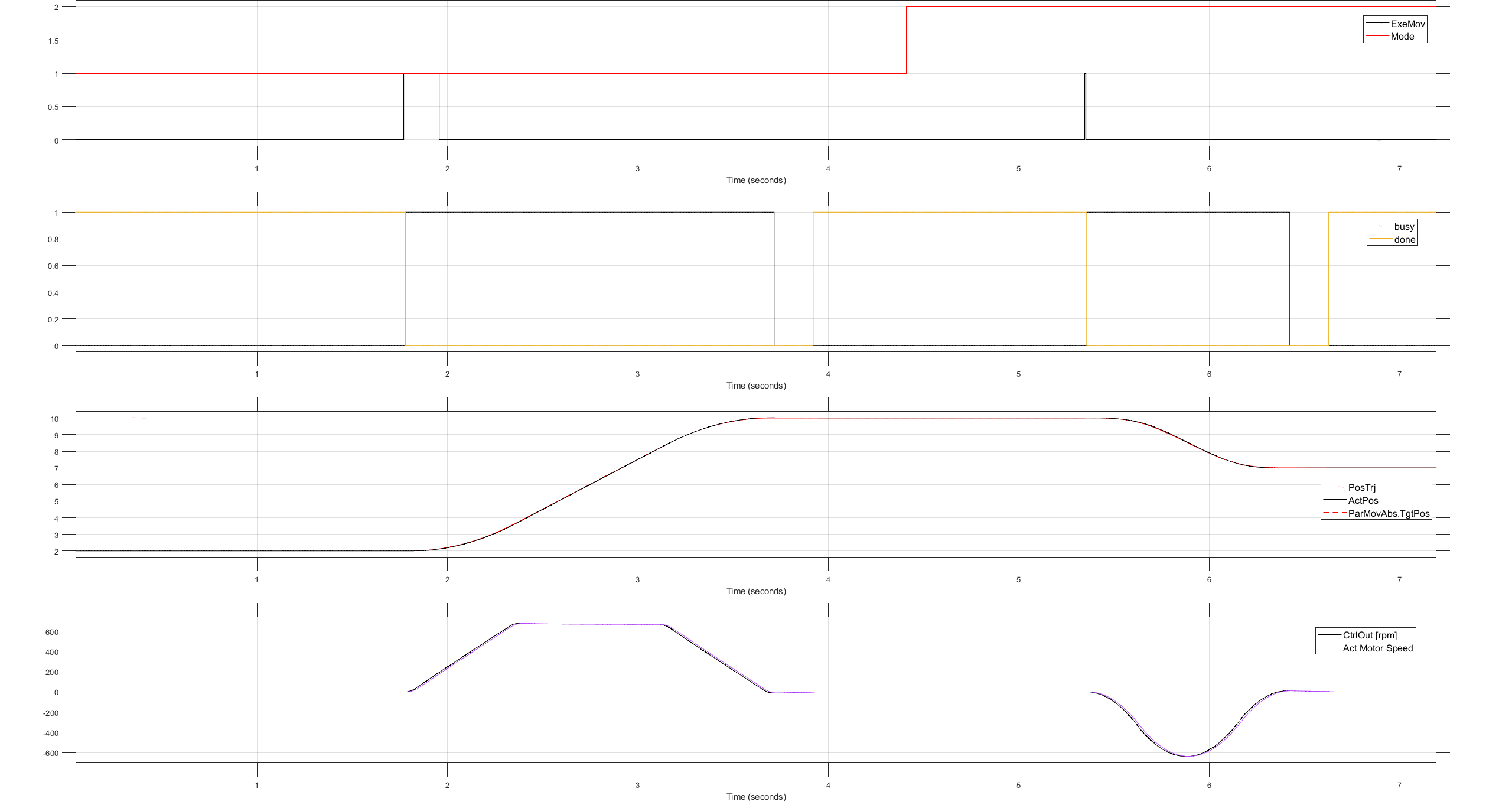 Figure 12
Figure 12 Large Lag Error, No Steady-State Accuracy
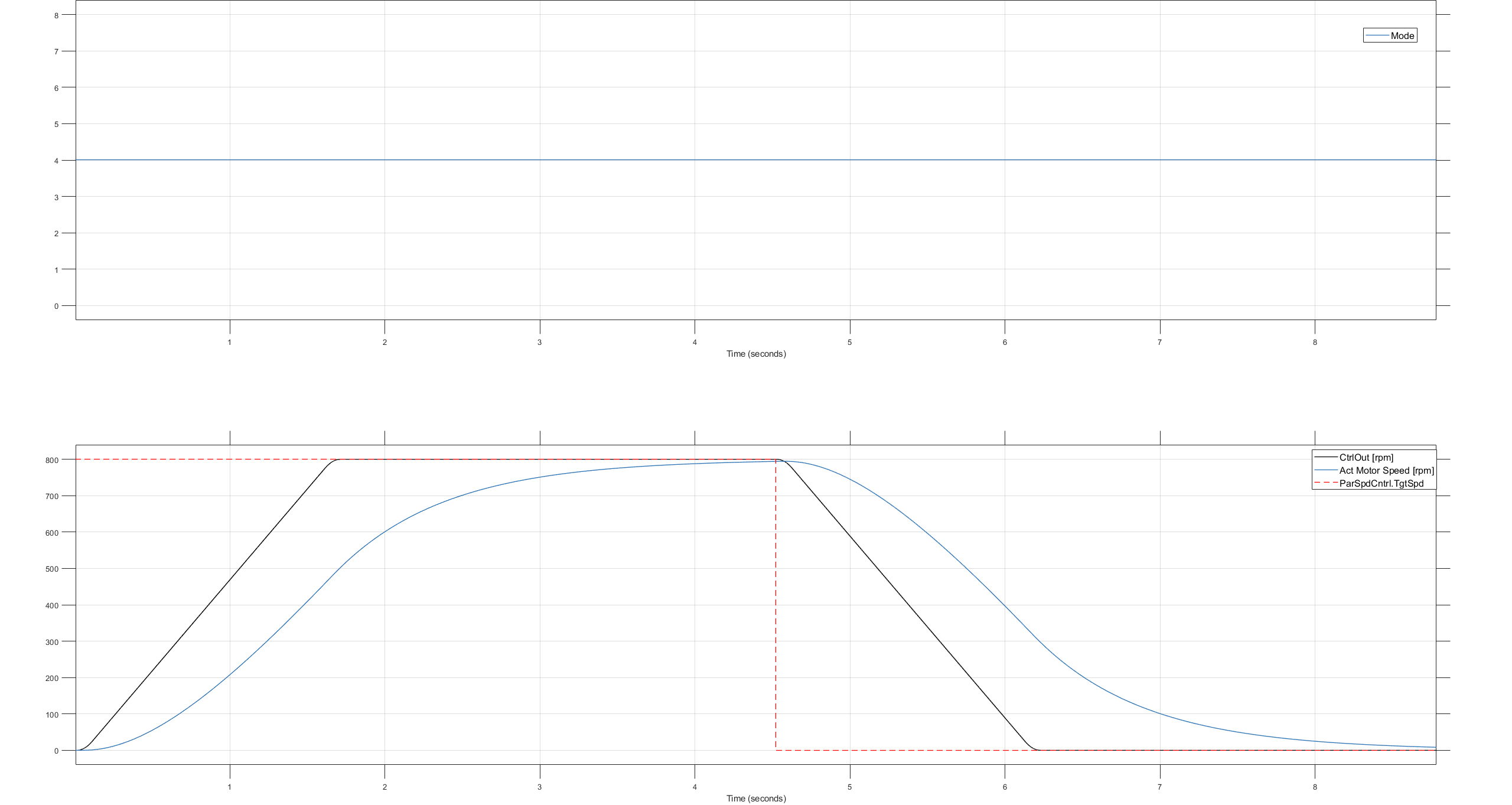 Figure 13
Figure 13 Large Lag Error, Overshoot and Oscillation
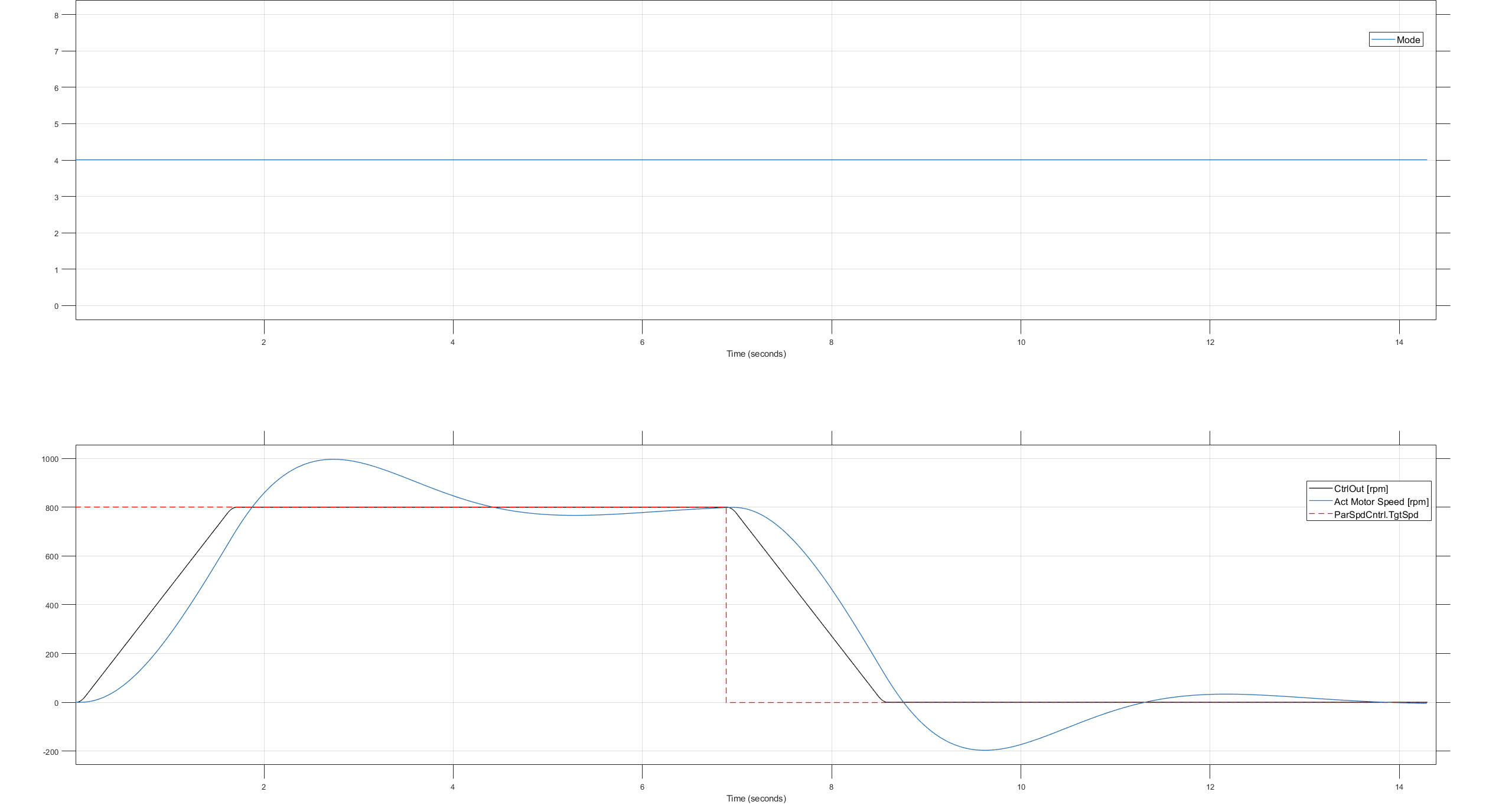 Figure 14
Figure 14 Large Lag Error
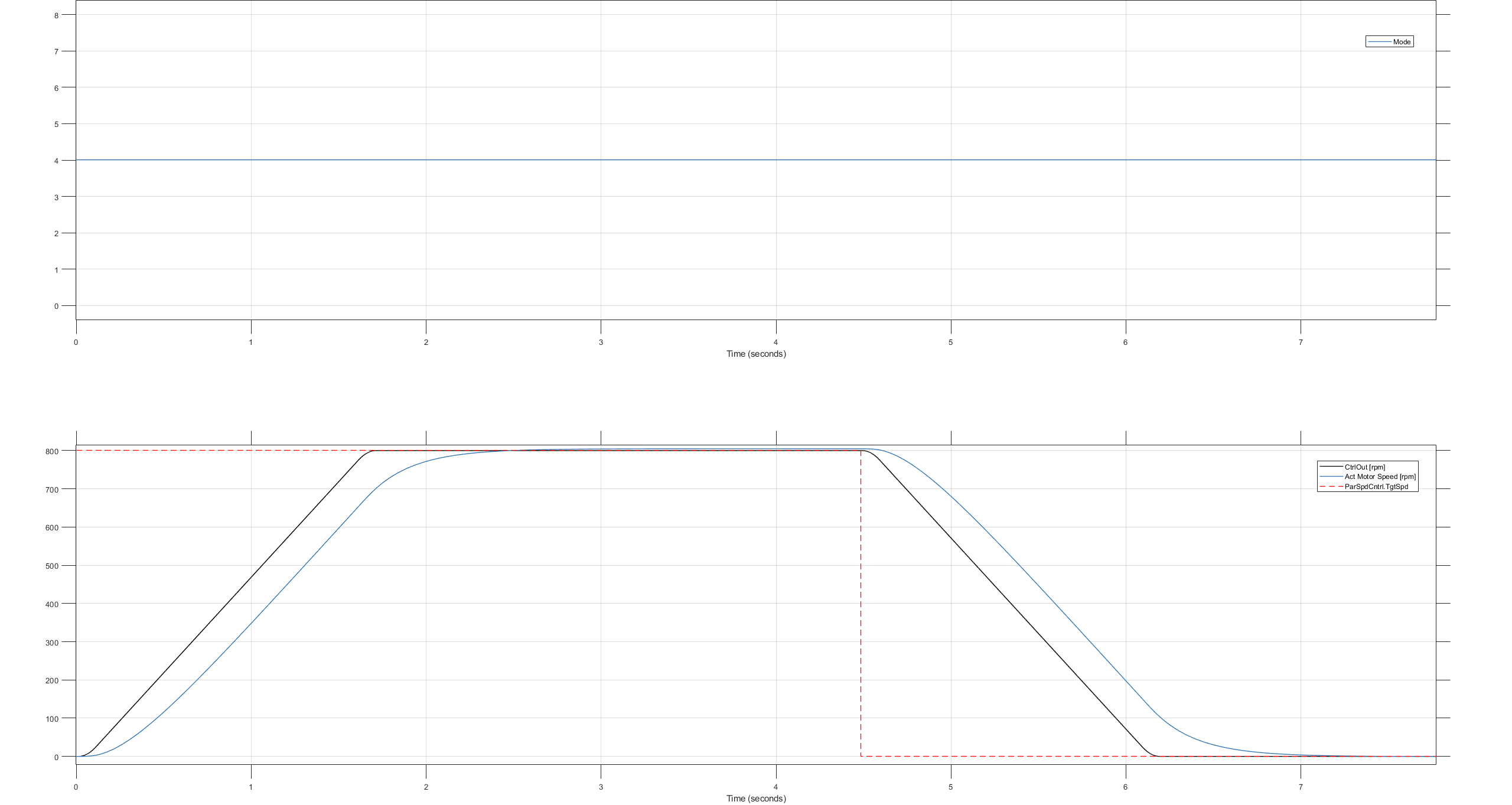 Figure 15
Figure 15 Relatively large Lag Error
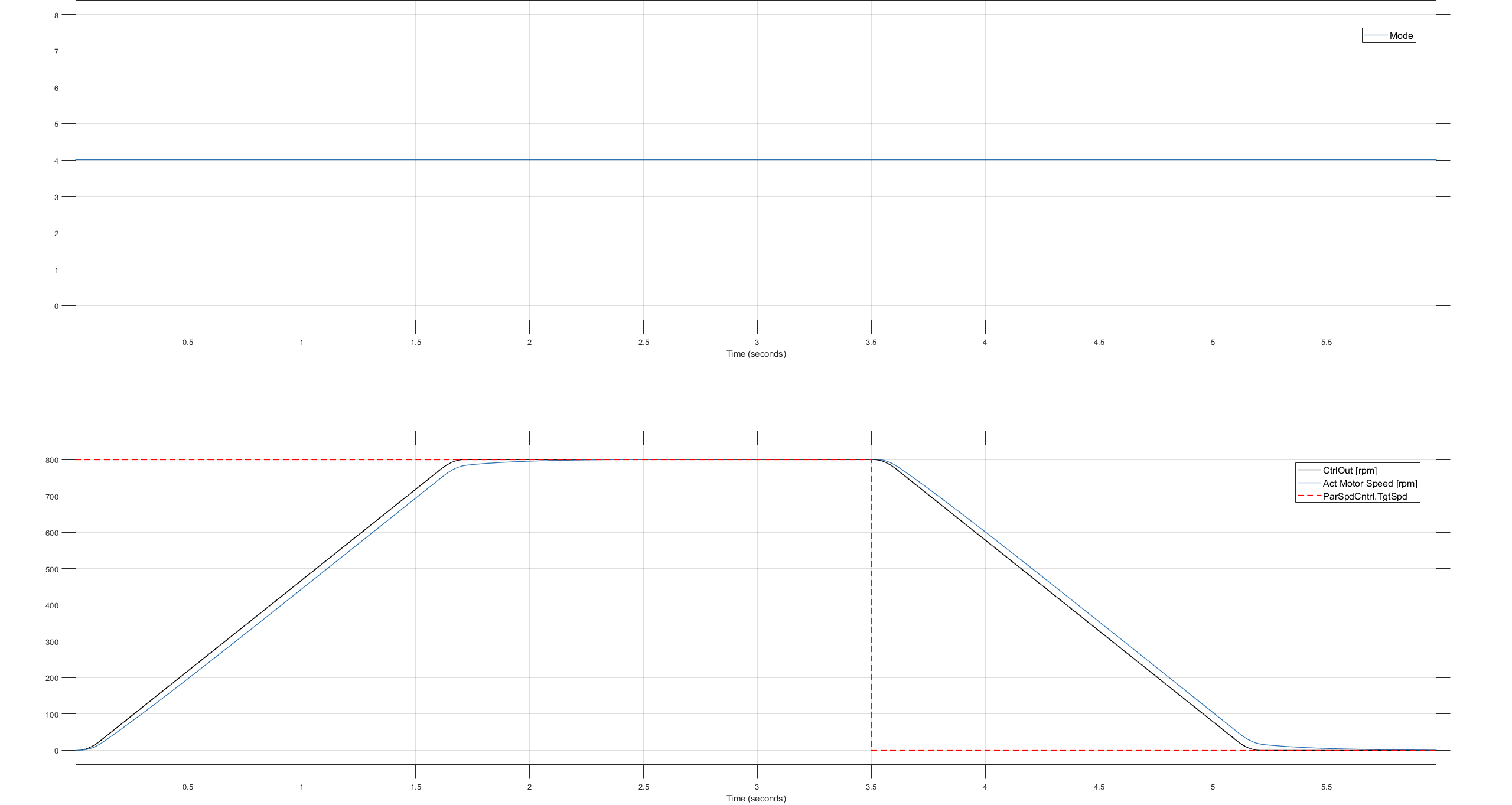 Figure 16
Figure 16 Optimal Behaviour
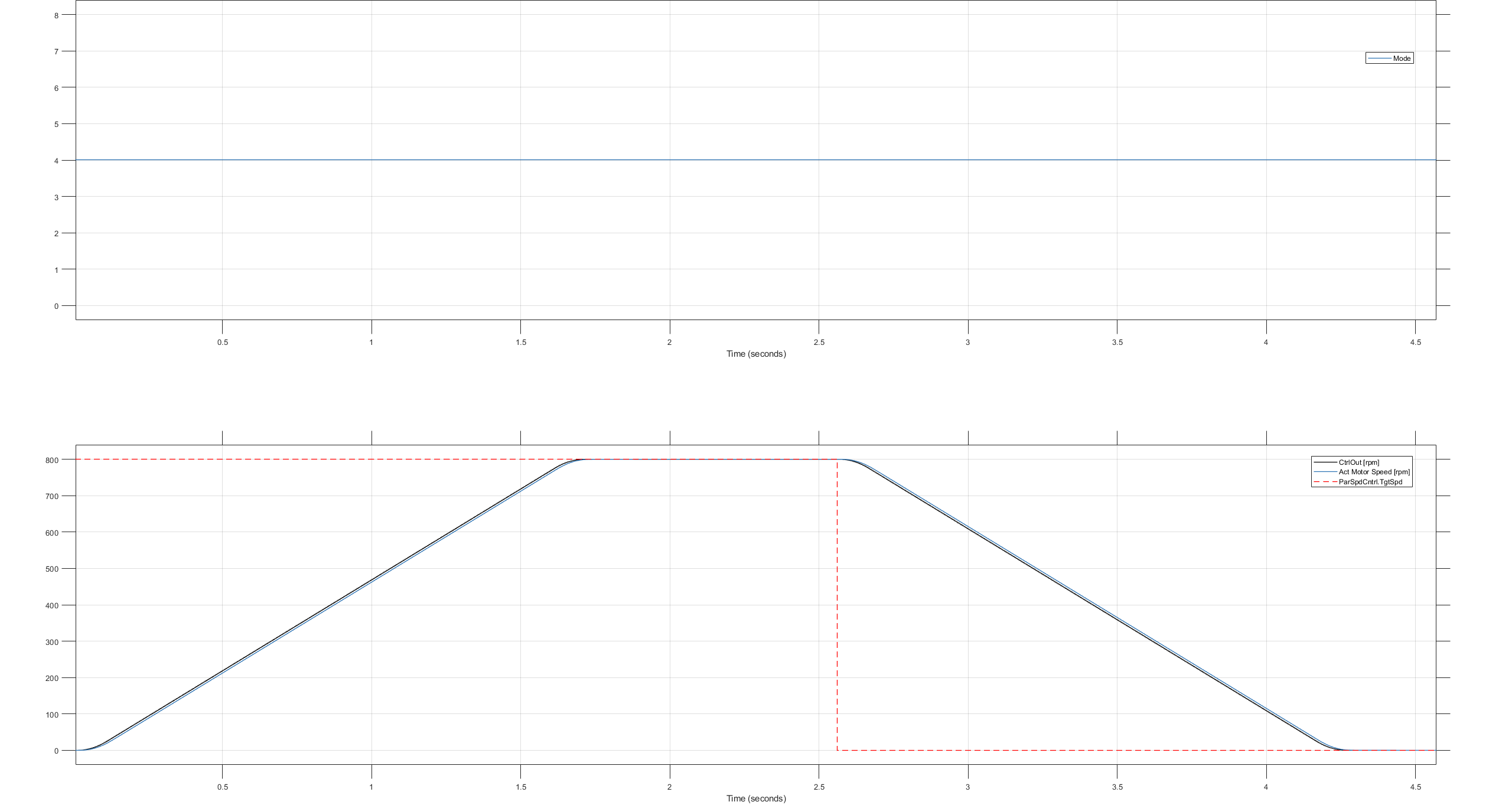 Figure 17
Figure 17 6. Activate the Fucntion and Execute Movement
- Block Activation: Activate the block by setting Enb to True . Trigger a movement by sending a pulse to the ExeMov ‘ input and observe the linear axis movement.
- The goal at this stage is to ensure that the actual position and the generated position trajectory (PosTrj output) are parallel. Do not focus on target accuracy at this point. See figure 18.
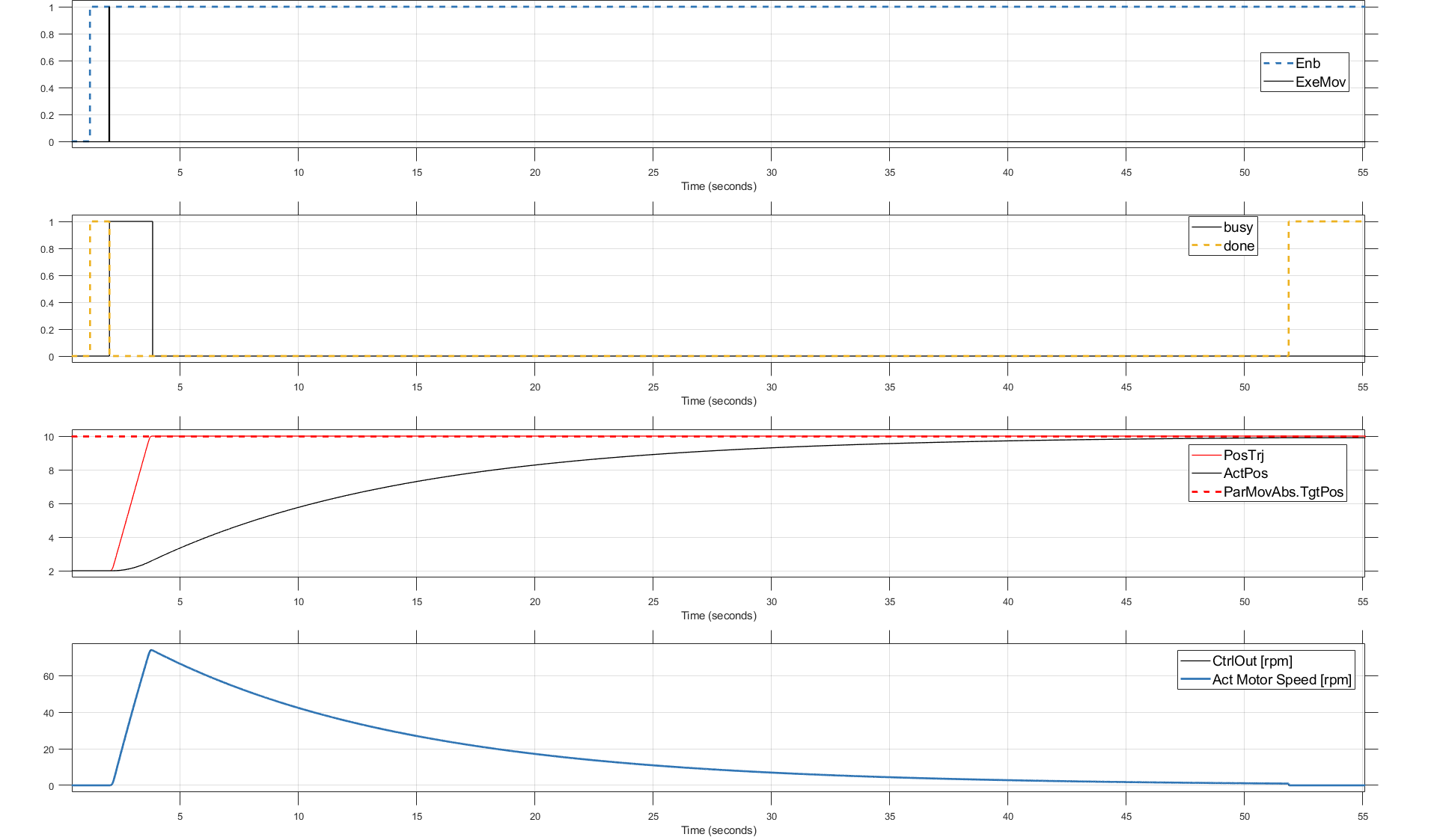 Figure 18: Example with Kp too small! (Kp = 10, Window = 0.2mm, TuneTime = 0.3s)
Figure 18: Example with Kp too small! (Kp = 10, Window = 0.2mm, TuneTime = 0.3s)
7. Kp Tuning
- Incremental Kp Adjustments: Gradually increase the Kp value. After each increment, execute a new movement by defining an appropriate target position and sending a pulse to ExeMov .
- Objective: Continue this process until the position trajectory (PosTrj ) and the actual position are parallel, indicating proper tuning. see figures 19, 20 and 21.
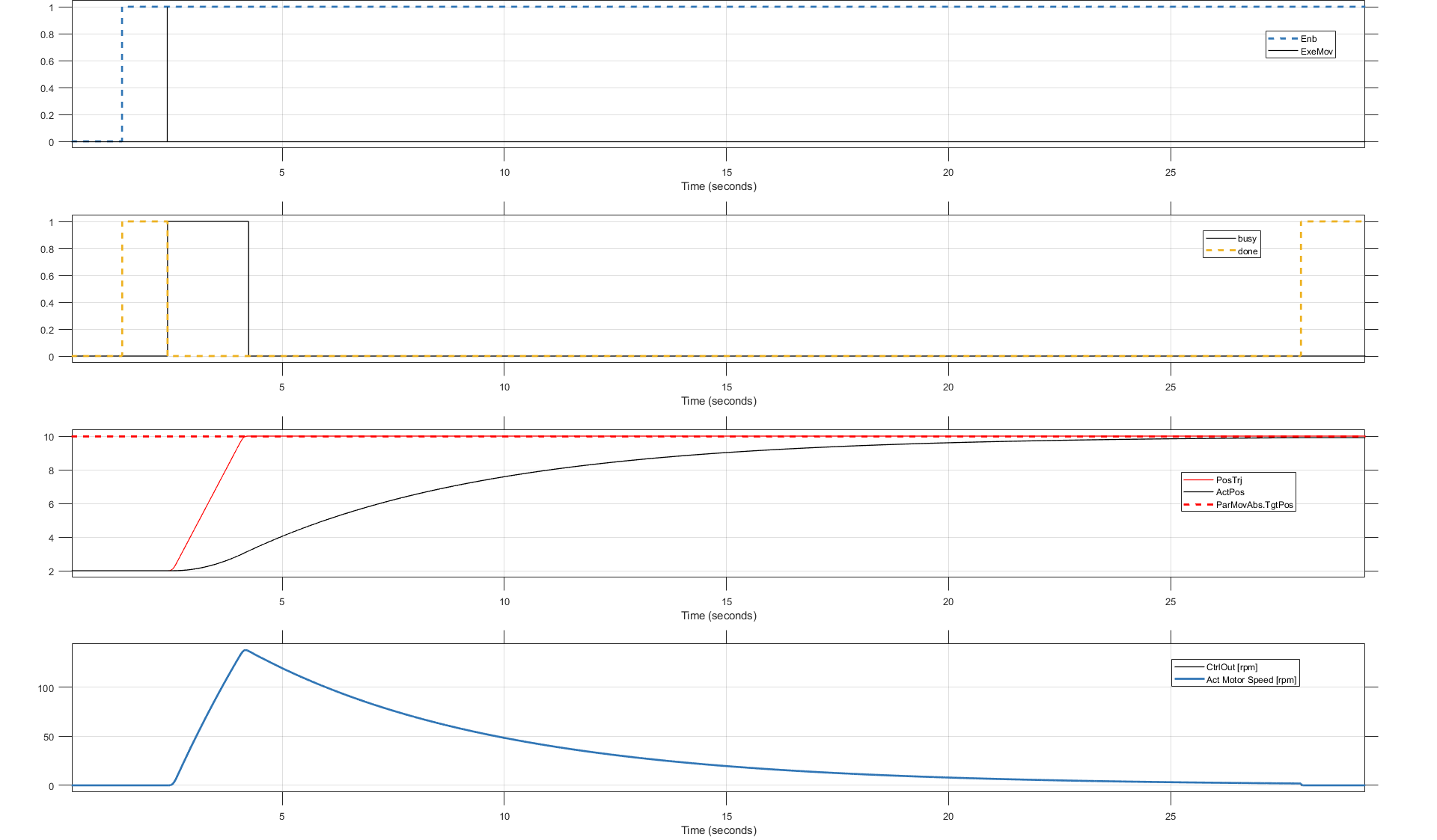 Figure 19: Kp increased to 20, still small! (Kp = 20, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0, Window =
0.2mm, TuneTime = 0.3s)
Figure 19: Kp increased to 20, still small! (Kp = 20, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0, Window =
0.2mm, TuneTime = 0.3s) 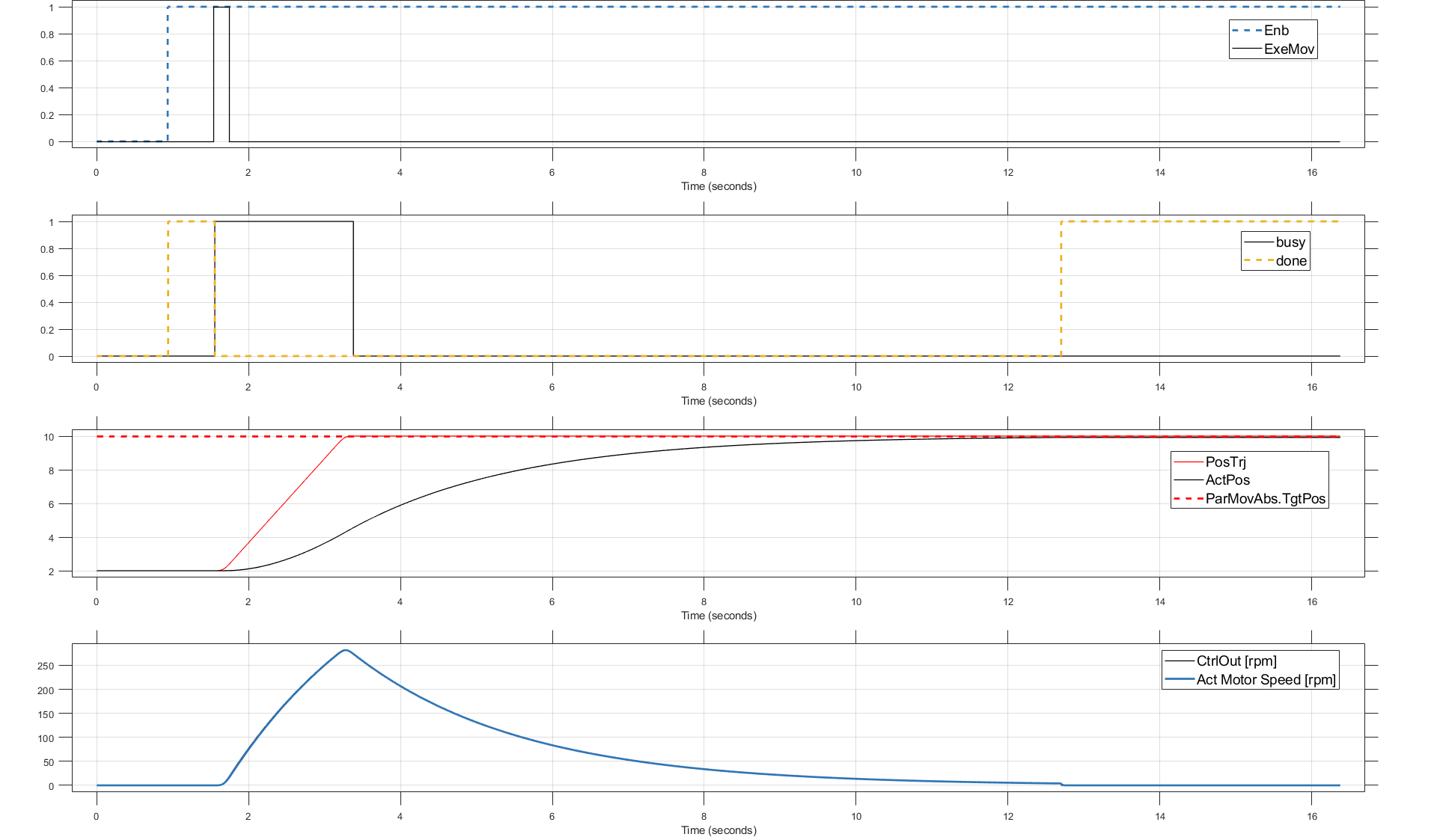 Figure 20: Kp increased to 50, still small! (Kp = 50, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window=0.2mm, TuneTime = 0.3s))
Figure 20: Kp increased to 50, still small! (Kp = 50, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window=0.2mm, TuneTime = 0.3s)) 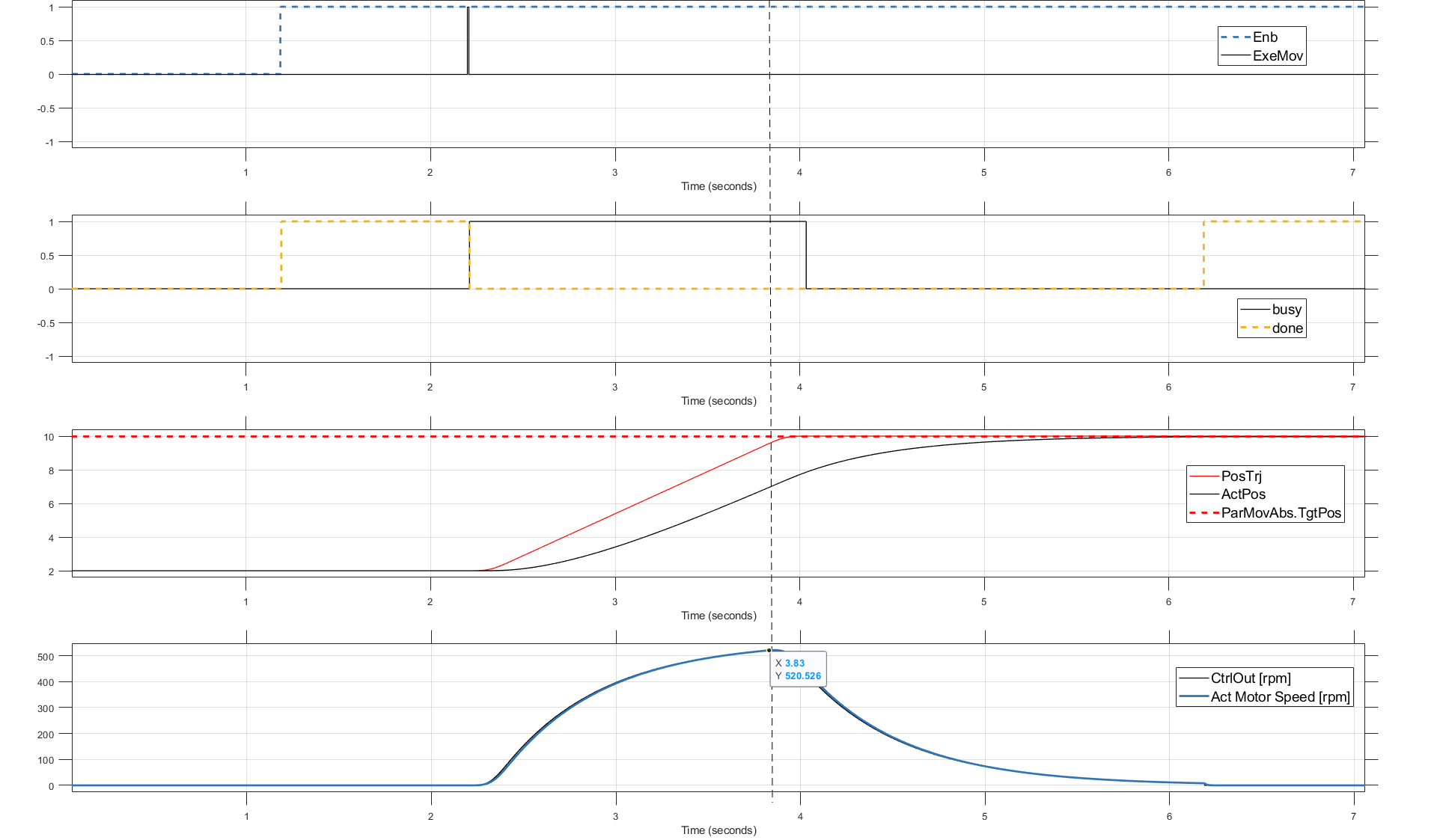 Figure 21: Kp increased to 200, ready for next step! (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window = 0.2mm, TuneTime = 0.3s)
Figure 21: Kp increased to 200, ready for next step! (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window = 0.2mm, TuneTime = 0.3s) 8. Determine the Positive Feedforward Parameter
- Execute a Positive Movement: Run a positive movement of the linear axis.
- Measure Motor Speed: At a point where the actual position and the position trajectory (PosTrj ) are parallel, read the motor speed.
- Calculate GainFwdSpdCtrl: Divide the motor speed by the set speed value (MaxSpdSetPnt of the structure ParMovAbs ). The result is the value you should enter into GainFwdSpdCtrl of the structure CtrlPar . In thhe example shown in figure 20. The MaxSpdSetPnt was set to 5 [mm/]s. The motor speed is 520.52rpm(see figure 21). The value for GainFwdSpdCtrl is then calculated by: GainFwdSpdCtrl => 520.52/5= 104.1
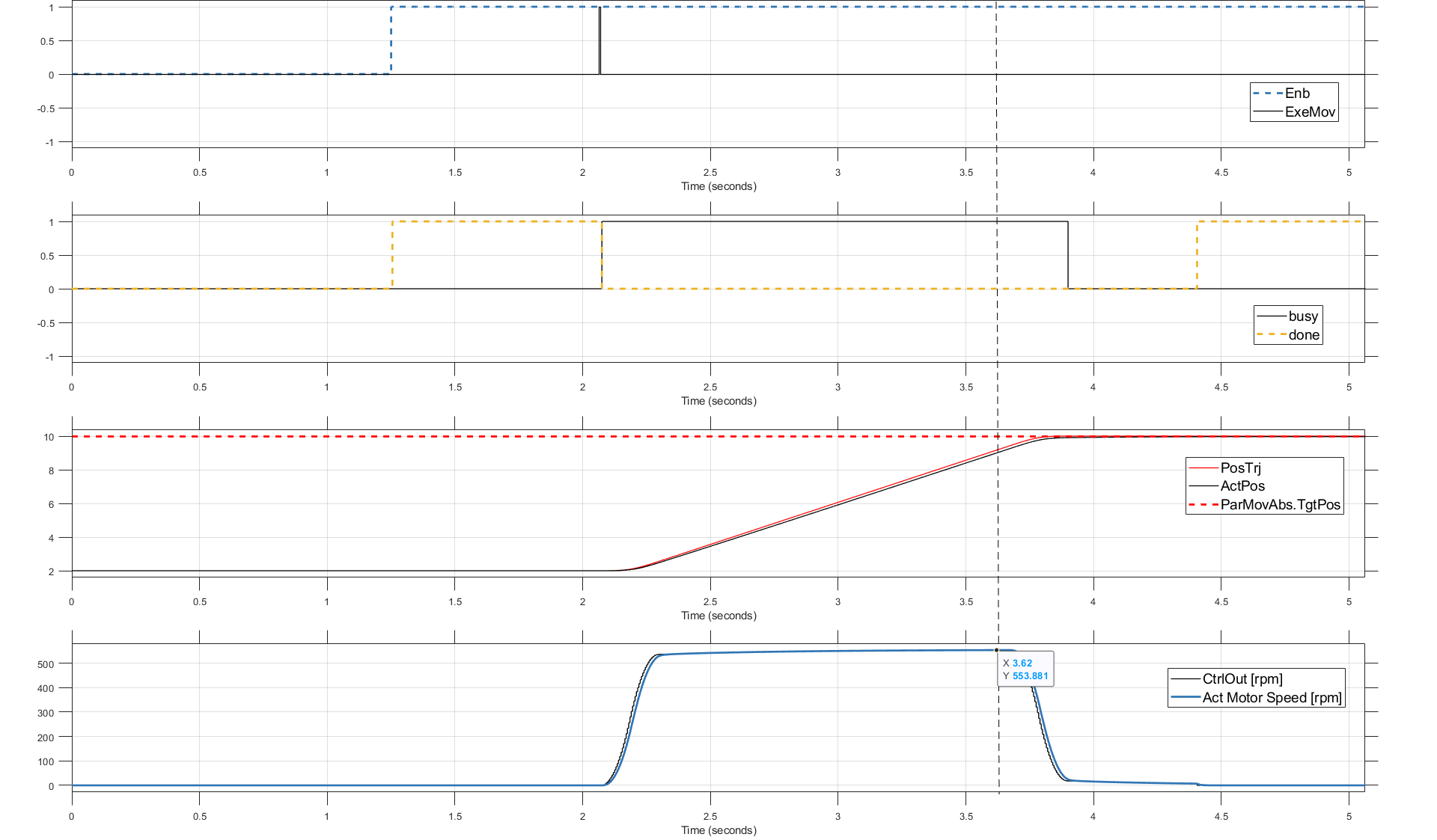 Figure 22: Adjusted Feedfordward parameters (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 104.1, GainBwdSpdCtrl = 0.0, Window = 0.2mm, TuneTime = 0.3s)
Figure 22: Adjusted Feedfordward parameters (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 104.1, GainBwdSpdCtrl = 0.0, Window = 0.2mm, TuneTime = 0.3s) 10. Fine-Tune Feedforward Parameters (Optional)
- Execute a Movement: Run a movement using the Kp = 20 value and the determined feedforward parameters.
- Analyze the Motion: The movement should resemble the ideal trajectory shown in reference images (e.g., similar to figure 19).
- Refine GainFwdSpdCtrl : Determine the positive feedforward gain again by observing the highest motor speed during the movement. Divide this by the set speed value (MaxSpdSetPnt ) and update GainFwd[1]SpdCtrl with this value. See figure 20. GainFwdSpdCtrl = 553.88 / 5 = 110.7
- Refine GainBwdSpdCtrl : Repeat the process with a negative movement to refine GainBwdSpdCtrl .
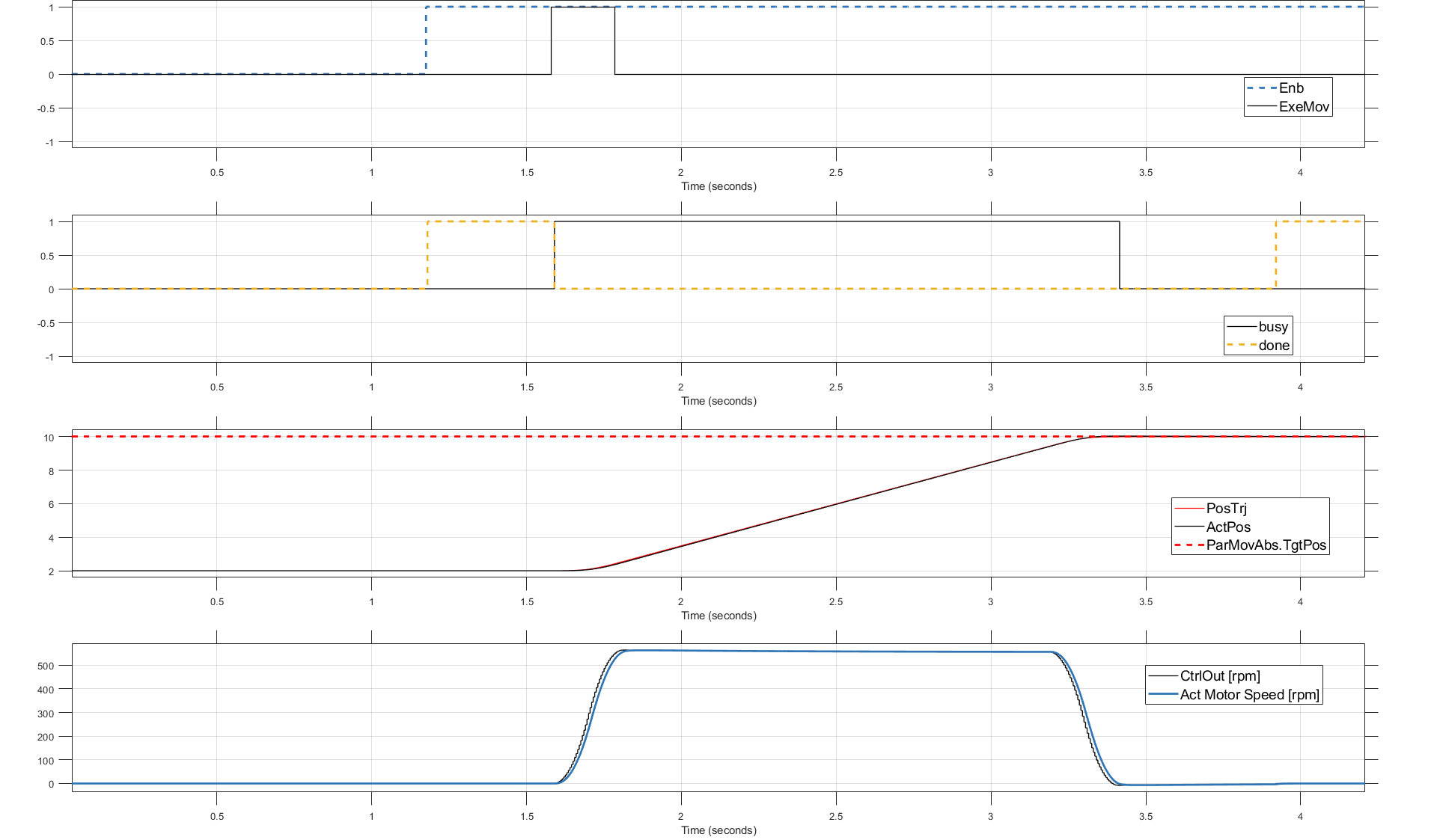 Figure 23: (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 104.1, GainBwdSpdCtrl = 110.7, Window = 0.2mm, TuneTime = 0.3s)
Figure 23: (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 104.1, GainBwdSpdCtrl = 110.7, Window = 0.2mm, TuneTime = 0.3s) 