
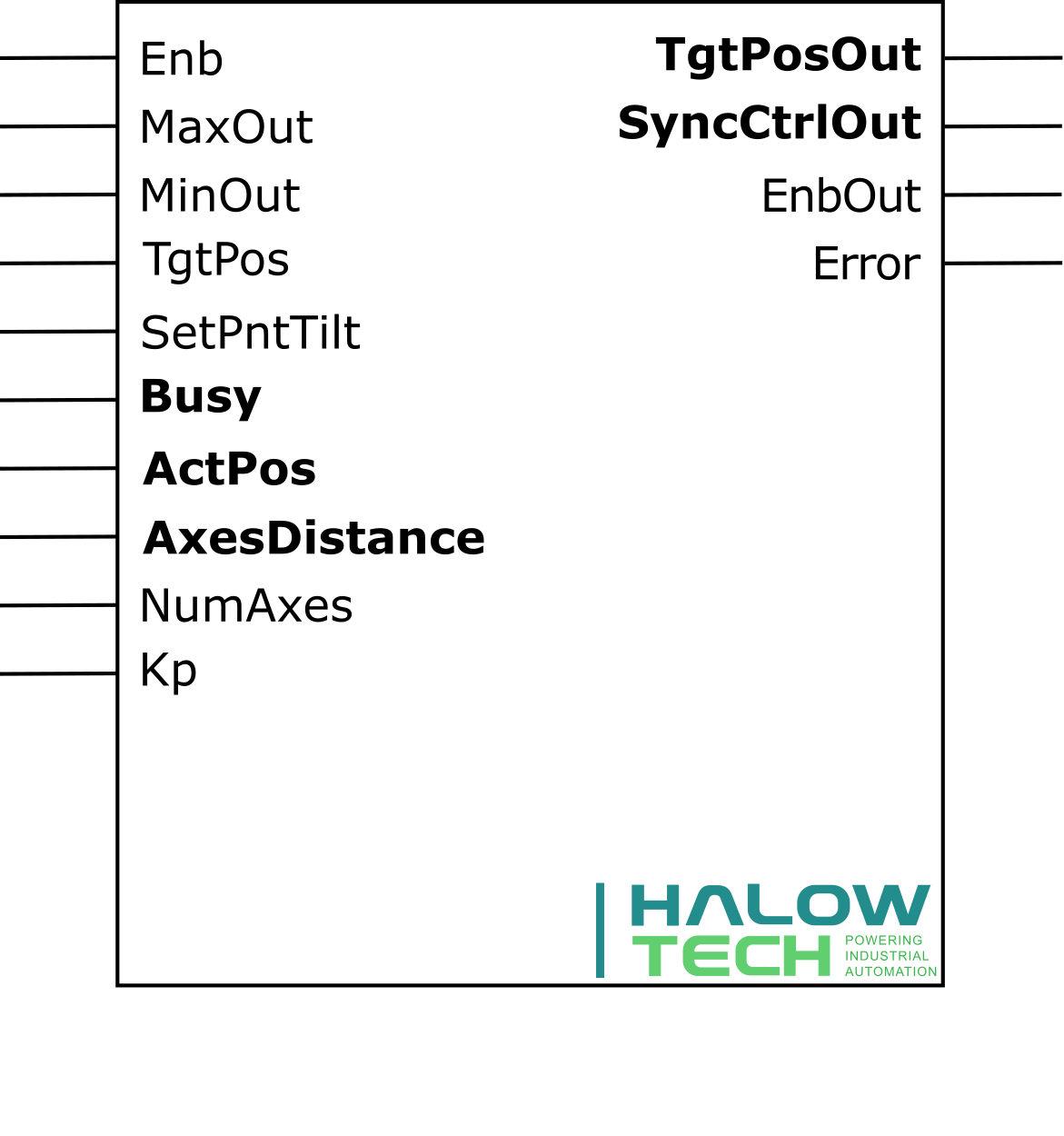
SetPntTilt - Setpoint Tilt, -REAL-
General Concept:
SetPntTilt defines the positional “tilt” or inclination between the outermost axes. When you have multiple axes arranged linearly, the first and last axes are shifted equally but in opposite directions from the central reference position (TgtPos). For intermediate axes, their target positions are interpolated between these outer axes. The AxesDistance inputs indicate how close each intermediate axis is to the centerline, affecting how the interpolation is performed.
- If SetPntTilt > 0: The first axis is placed higher (or more positively offset) than TgtPos and the last axis is placed lower (or more negatively offset) than TgtPos.
- If SetPntTilt < 0: The first axis is placed lower and the last axis higher relative to TgtPos.
For intermediate axes, AxesDistance values determine how far each axis is from the midpoint.
- A positive AxesDistance value means the axis is closer to the first axis.
- A negative AxesDistance value means the axis is closer to the last axis.
- A value of zero means it is exactly in the middle between the first and last axes.
Note:
Any change in the value of TiltSetPnt will trigger the function block to adjust the inclination of the hydraulic axes.
- If TiltSetPnt changes during an ongoing movement, the adjustment will only occur after the Busy signals for all axes have returned to False, indicating that the current movement has completed.
This ensures that inclination adjustments are performed smoothly and do not interfere with active movements.
Two Axes
Axes: 1 and 2
- TgtPosOut.Axis1 = TgtPos + (SetPntTilt/2)
- TgtPosOut.Axis2 = TgtPos – (SetPntTilt/2)
Here, each axis is offset by half of SetPntTilt from the central TgtPos, one in the positive direction and one in the negative.
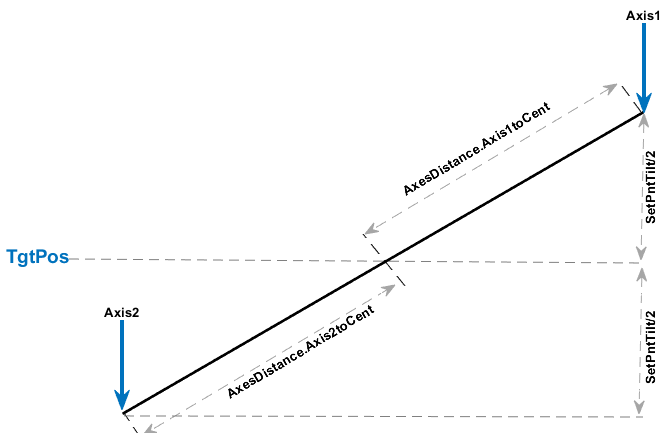
Figure 1: Relation between target position of Axis1 and Axis2 when SetPntTilt>0
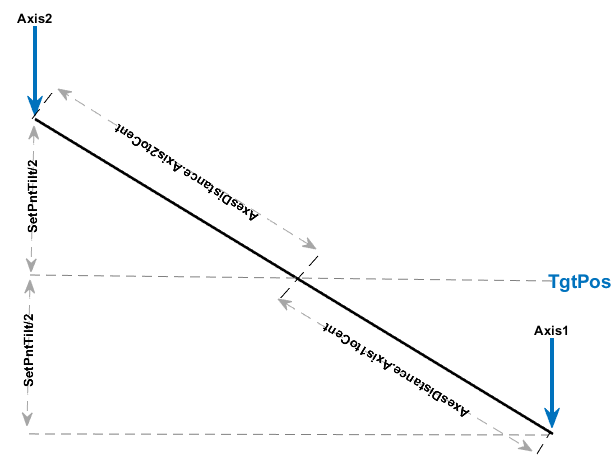
Figure 2: Relation between target position of Axis1 and Axis2 when SetPntTilt<0
Three Axes
Axes: 1, 2, and 3
- TgtPosOut.Axis1 = TgtPos + (SetPntTilt/2)
- TgtPosOut.Axis3 = TgtPos – (SetPntTilt/2)
The middle axis (Axis2) is then interpolated between Axis1 and Axis3. Its exact position depends on AxesDistance.Axis2ToCent:
- If AxesDistance.Axis2ToCent = 0, Axis2 is exactly in the middle.
- If AxesDistance.Axis2ToCent > 0, Axis2 is positioned closer to Axis1.
- If AxesDistance.Axis2ToCent < 0, Axis2 is positioned closer to Axis3.
Note:
- AxesDistance.Axis1ToCent > 0 and AxesDistance.Axis3ToCent < 0
- abs(AxesDistance.Axis1ToCent) = abs(AxesDistance.Axis3ToCent)
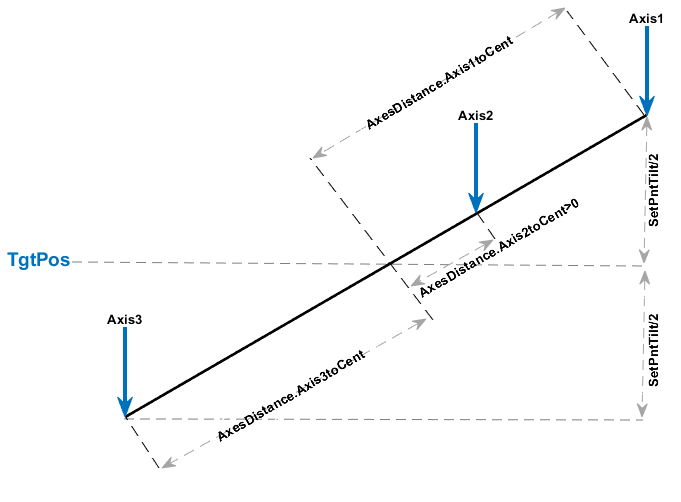
Figure 3: Relation between target position of Axis1, Axis 2 and Axis3 when SetPntTilt>0 and AxesDistance.Axis2ToCent>0
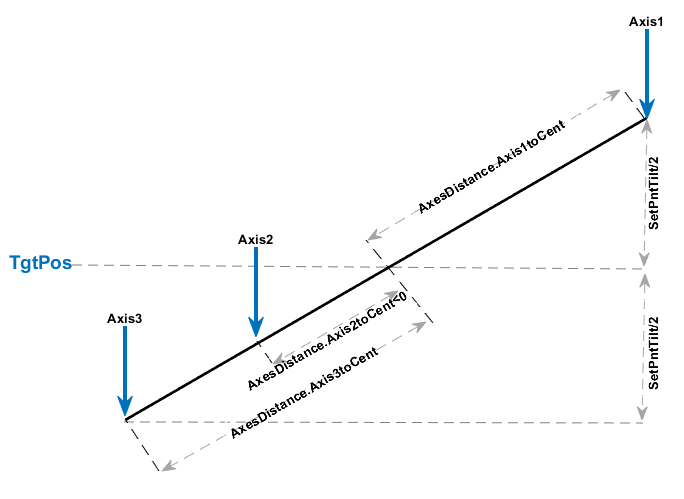
Figure 4: Relation between target position of Axis1, Axis 2 and Axis3 when SetPntTilt>0 and AxesDistance.Axis2ToCent<0
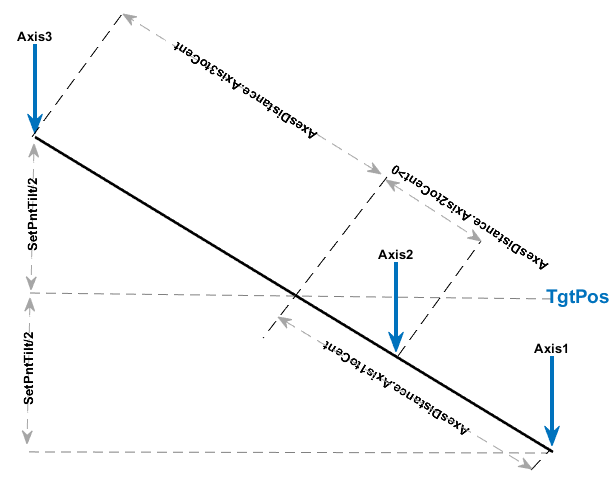
Figure 5: Relation between target position of Axis1, Axis 2 and Axis3 when SetPntTilt<0 and AxesDistance.Axis2ToCent>0
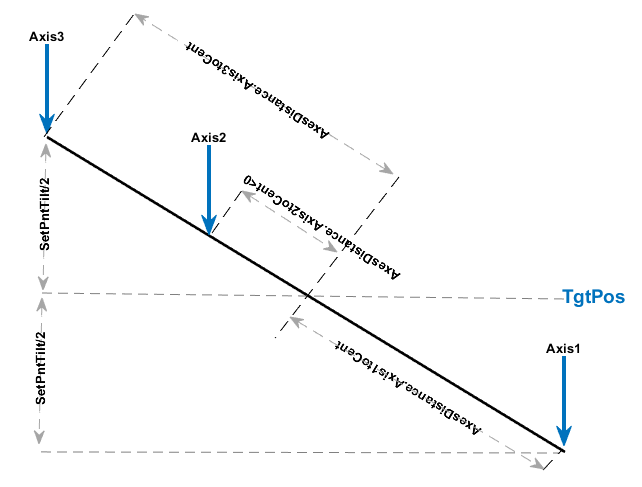
Figure 6: Relation between target position of Axis1, Axis 2 and Axis3 when SetPntTilt<0 and AxesDistance.Axis2ToCent<0
Four Axes
Axes: 1, 2, 3, and 4
- TgtPosOut.Axis1 = TgtPos + (SetPntTilt/2)
- TgtPosOut.Axis4 = TgtPos – (SetPntTilt/2)
The inner axes (Axis2 and Axis3) are linearly interpolated between Axis1 and Axis4. Their positions depend on their respective AxesDistance values:
- If AxesDistance.Axis2ToCent = 0, Axis2 is halfway between Axis1 and Axis4.
- If AxesDistance.Axis2ToCent > 0, Axis2 is closer to Axis1.
- If AxesDistance.Axis2ToCent < 0, Axis2 is closer to Axis4.
Similarly for Axis3:
- If AxesDistance.Axis3ToCent = 0, Axis3 is halfway between Axis1 and Axis4.
- If AxesDistance.Axis3ToCent > 0, Axis3 is closer to Axis1.
- If AxesDistance.Axis3ToCent < 0, Axis3 is closer to Axis4.
Note:
- AxesDistance.Axis1ToCent > 0 and AxesDistance.Axis4ToCent < 0
- abs(AxesDistance.Axis1ToCent) = abs(AxesDistance.Axis4ToCent)
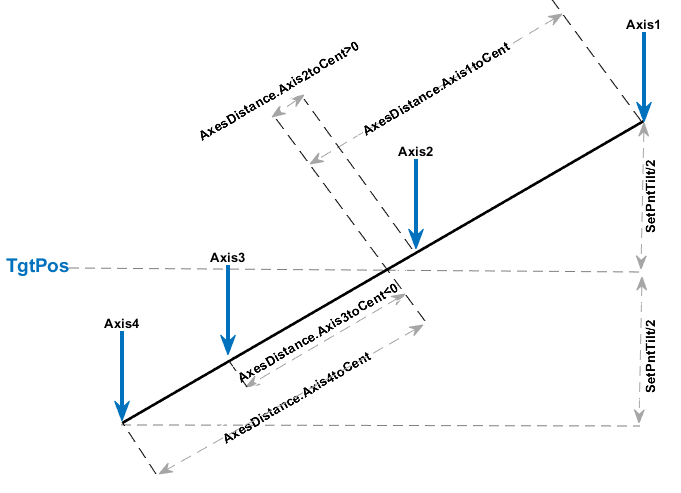
Figure 7: Relation between target position of Axis1, Axis 2, Axis3 and Axis 4 when SetPntTilt>0 and AxesDistance.Axis2ToCent>0 and AxesDistance.Axis3ToCent<0 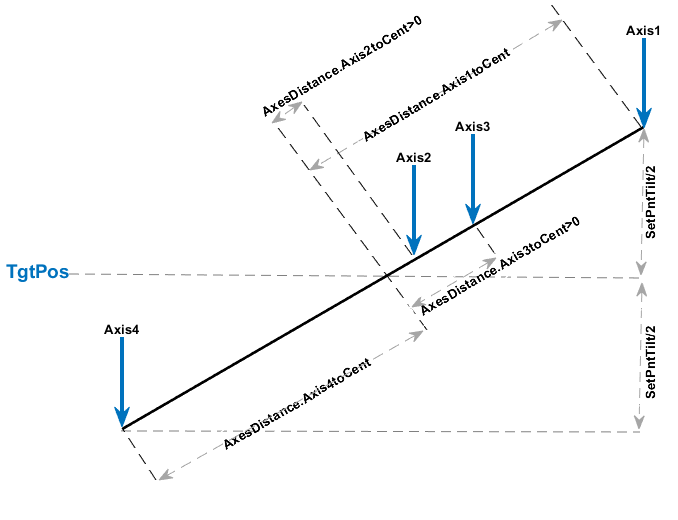
Figure 8: Relation between target position of Axis1, Axis 2, Axis3 and Axis 4 when SetPntTilt>0 and AxesDistance.Axis2ToCent>0 and AxesDistance.Axis3ToCent>0
Five Axes
Axes: 1, 2, 3, 4 and 5
- TgtPosOut.Axis1 = TgtPos + (SetPntTilt/2)
- TgtPosOut.Axis5 = TgtPos – (SetPntTilt/2)
The inner axes (Axis2, Axis3 and Axis4) are linearly interpolated between Axis1 and Axis5. Their positions depend on their respective AxesDistance values:
- If AxesDistance.Axis2ToCent = 0, Axis2 is halfway between Axis1 and Axis5.
- If AxesDistance.Axis2ToCent > 0, Axis2 is closer to Axis1.
- If AxesDistance.Axis2ToCent < 0, Axis2 is closer to Axis5.
for Axis3:
- If AxesDistance.Axis3ToCent = 0, Axis3 is halfway between Axis1 and Axis5.
- If AxesDistance.Axis3ToCent > 0, Axis3 is closer to Axis1.
- If AxesDistance.Axis3ToCent < 0, Axis3 is closer to Axis5.
Similarly for Axis4:
- If AxesDistance.Axis4ToCent = 0, Axis3 is halfway between Axis1 and Axis5.
- If AxesDistance.Axis4ToCent > 0, Axis3 is closer to Axis1.
- If AxesDistance.Axis4ToCent < 0, Axis3 is closer to Axis5.
Note:
- AxesDistance.Axis1ToCent > 0 and AxesDistance.Axis5ToCent < 0
- abs(AxesDistance.Axis1ToCent) = abs(AxesDistance.Axis5ToCent)
Example of two hydraulic axes controlled by HydroXGuard blocks, coordinated by the HydroSynchronizer
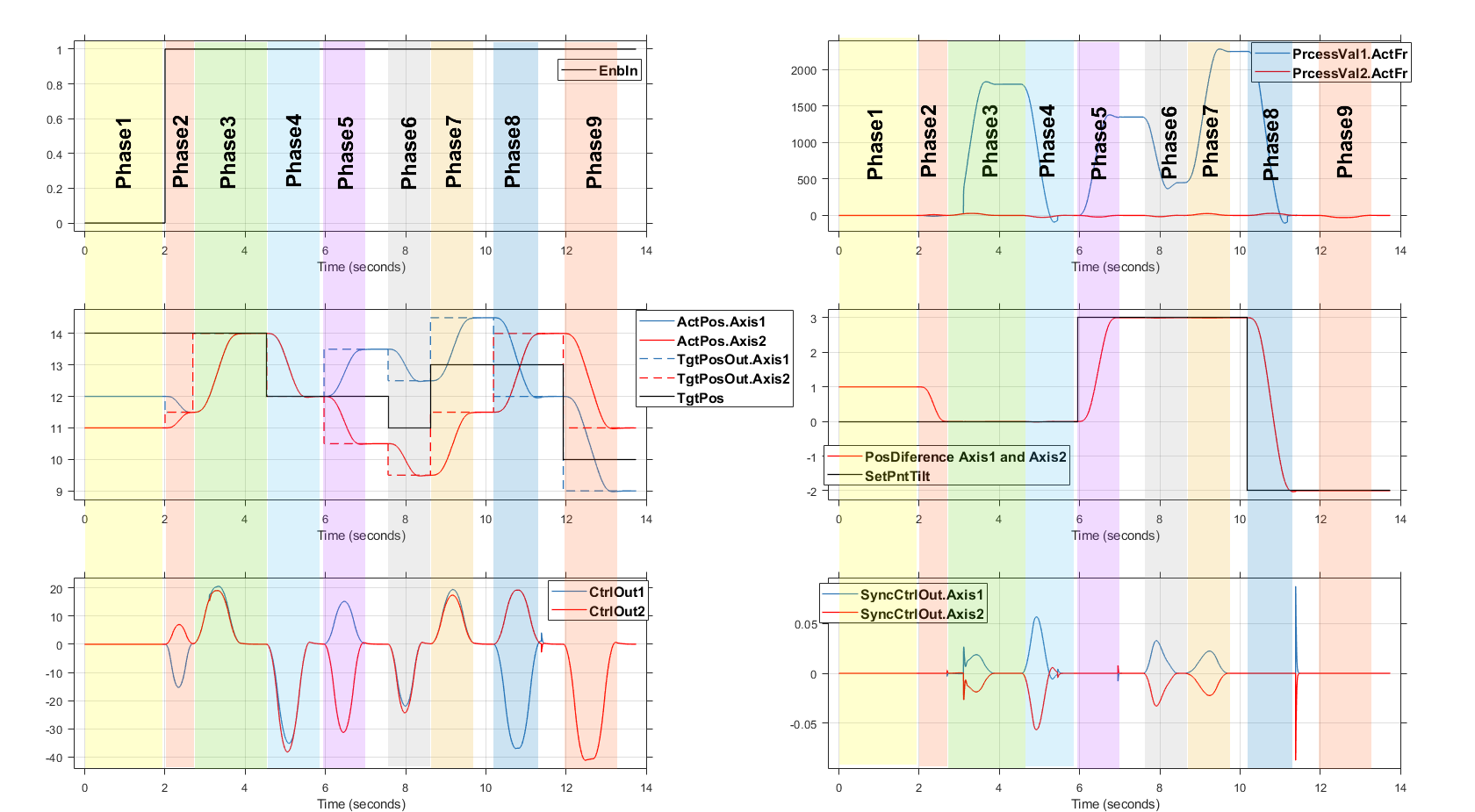
Phase 1 (Initial State):
- EnbIn: False (the function block is not active)
- SetPntTilt: 0
- TgtPos: 14 mm (common target position)
- Axis Positions: Axis1 ~12 mm, Axis2 ~11 mm
Since the function block is not enabled, the axes remain at their current positions with no attempt to synchronize or achieve the target position.
Phase 2 (Enable and Align Inclination):
- EnbIn: True (the function block is activated)
- SetPntTilt: 0
Upon activation, the function block immediately adjusts both axes to achieve the desired inclination (here, zero difference). This means the two axes move so that their positions differ by the correct amount to reflect zero tilt—essentially aligning them relative to each other.
Phase 3 (Move to Target Position):
- SetPntTilt: 0
- TgtPos: 14 mm
With the correct inclination now set, the axes move together in a synchronized fashion to reach the target position of 14 mm. Despite any difference in load or resistance, the two axes advance simultaneously toward this common goal.
Phase 4 (New Target Position):
- TgtPos: 12 mm (changed from 14 mm)
The system receives a new target position. The two axes, still maintaining zero tilt, move together down to the new position (12 mm). They remain synchronized even if one axis experiences significantly greater force than the other.
Phase 5 (Set a New Inclination):
- SetPntTilt: 3
A new inclination setpoint is introduced, meaning the axes must now position themselves so that one axis is higher than the other by the specified tilt amount. The system adjusts the axes to achieve and maintain this new inclined relationship while still under control.
Phase 6 (New Target Position):
- TgtPos: 11 mm (changed from 12 mm)
The system receives a new target position. The two axes, still maintaining inclination of 3, move together down to the new positions (12.5 and 9.5 mm). They remain synchronized even if one axis experiences significantly greater force than the other. See ProcessVal1.ActFr and ProcessVal2.ActFr
Phase 7 (New Target Position):
- TgtPos: 13 mm (changed from 11 mm)
The system receives a new target position. The two axes, still maintaining inclination of 3, move together down to the new positions (14.5 and 11.5 mm). They remain synchronized even if one axis experiences significantly greater force than the other. See ProcessVal1.ActFr and ProcessVal2.ActFr
Phase 8 (Set a New Inclination)::
- SetPntTilt: -2
A new inclination setpoint is introduced, meaning the axes must now position themselves so that one axis is higher than the other by the specified tilt amount. The system adjusts the axes toward 12mm and 14mm to achieve and maintain this new inclined relationship while still under control.
Phase 1 (Initial State):
- EnbIn: False (the function block is not active)
- SetPntTilt: 0
- TgtPos: 14 mm (common target position)
- Axis Positions: Axis1 ~12 mm, Axis2 ~11 mm
Since the function block is not enabled, the axes remain at their current positions with no attempt to synchronize or achieve the target position.
Phase 2 (Enable and Align Inclination):
- EnbIn: True (the function block is activated)
- SetPntTilt: 0
Upon activation, the function block immediately adjusts both axes to achieve the desired inclination (here, zero difference). This means the two axes move so that their positions differ by the correct amount to reflect zero tilt—essentially aligning them relative to each other.
Phase 3 (Move to Target Position):
- SetPntTilt: 0
- TgtPos: 14 mm
With the correct inclination now set, the axes move together in a synchronized fashion to reach the target position of 14 mm. Despite any difference in load or resistance, the two axes advance simultaneously toward this common goal.
Phase 4 (New Target Position):
- TgtPos: 12 mm (changed from 14 mm)
The system receives a new target position. The two axes, still maintaining zero tilt, move together to the new position (12 mm). They remain synchronized even if axis1 experiences significantly greater force than the other.
Phase 5 (Set a New Inclination):
- SetPntTilt: 3
A new inclination setpoint is introduced, meaning the axes must now position themselves so that axis1 is higher than the axis2 by the specified tilt amount. The system adjusts the axes to achieve and maintain this new inclined relationship while still under control.
Phase 6 (New Target Position):
- TgtPos: 11 mm (changed from 12 mm)
The system receives a new target position. The two axes, still maintaining inclination of 3, move together down to the new positions (12.5 and 9.5 mm). They remain synchronized even if axis1 experiences significantly greater force than the other. See ProcessVal1.ActFr
Phase 7 (New Target Position):
- TgtPos: 13 mm (changed from 11 mm)
The system receives a new target position. The two axes, still maintaining inclination of 3, move together to the new positions (14.5 and 11.5 mm). They remain synchronized even if axis1 experiences significantly greater force than the other. See ProcessVal1.ActFr and ProcessVal2.ActFr
Phase 8 (Set a New Inclination)::
- SetPntTilt: -2
A new inclination setpoint is introduced, meaning the axes must now position themselves so that axis1 is lower than the axis2 by the specified tilt amount. The system adjusts the axes toward 12mm and 14mm to achieve and maintain this new inclined relationship while still under control.
Important for all examples: The values of control parameters provided in the following sections are solely as examples to illustrate the approach for setting control parameters. Under no circumstances should these values be directly applied to your machine, not even as initial starting points. The control parameters must be explicitly adjusted for each machine individually.
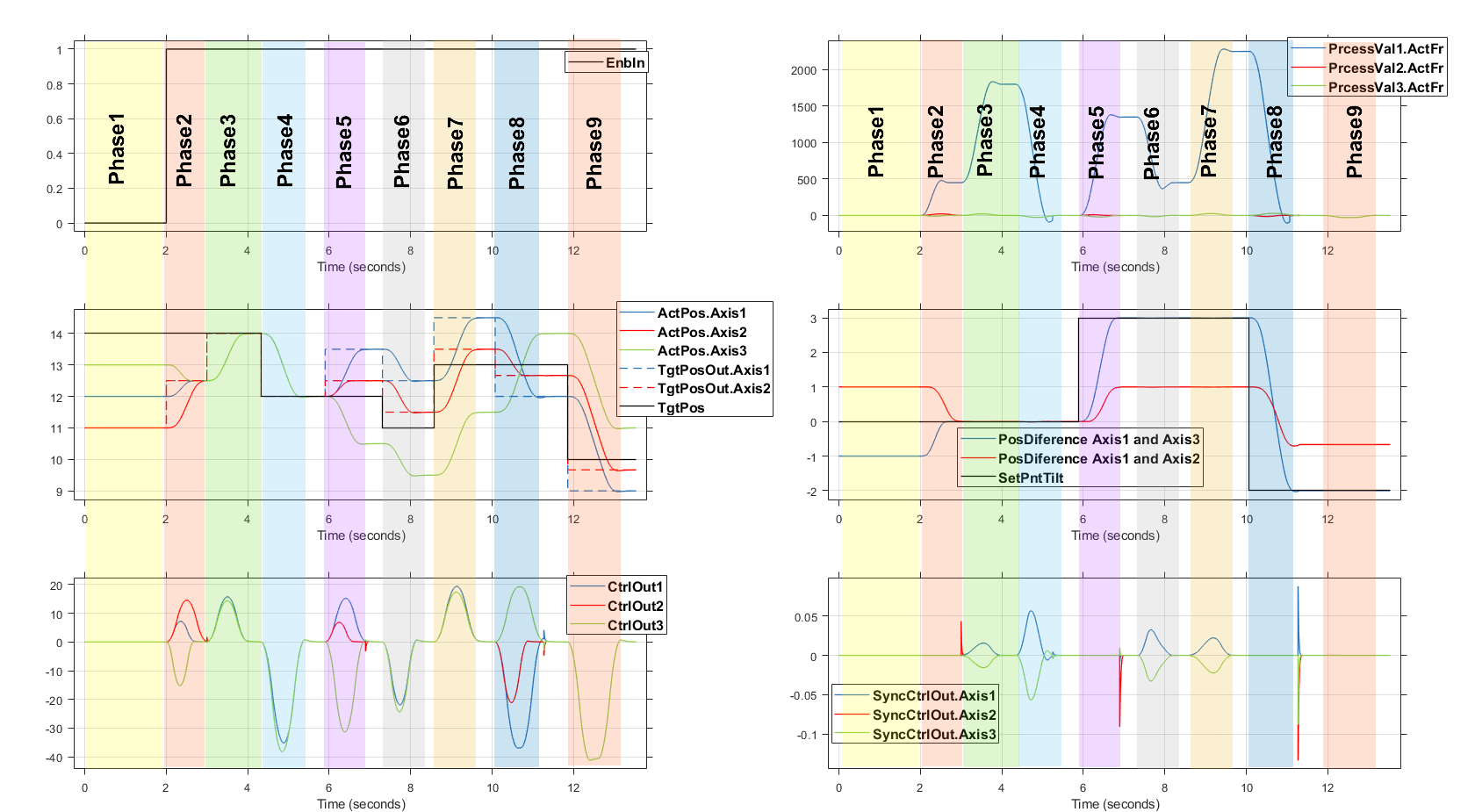
Phase 1 (Initial State):
- EnbIn: False (the function block is not active)
- SetPntTilt: 0
- TgtPos: 14 mm (common target position)
- Axis Positions: Axis1 ~12 mm, Axis2 ~11 mm, Axis3 ~13 mm
- AxesDistance.Axis1ToCent=+300mm
- AxesDistance.Axis2ToCent=+100mm
- AxesDistance.Axis3ToCent=-300mm.
Since the function block is not enabled, the axes remain at their current positions with no attempt to synchronize or achieve the target position.
Phase 2 (Enable and Align Inclination):
- EnbIn: True (the function block is activated)
- SetPntTilt: 0
Upon activation, the function block immediately adjusts both axes to achieve the desired inclination (here, zero difference). This means the three axes move so that their positions differ by the correct amount to reflect zero tilt.
Phase 3 (Move to Target Position):
- SetPntTilt: 0
- TgtPos: 14 mm
With the correct inclination now set, the axes move together in a synchronized fashion to reach the target position of 14 mm. Despite any difference in load or resistance, the three axes advance simultaneously toward this common goal.
Phase 4 (New Target Position):
- TgtPos: 12 mm (changed from 14 mm)
The system receives a new target position. The three axes, still maintaining zero tilt, move together down to the new position (12 mm). They remain synchronized even if one axis experiences significantly greater force than the other.
Phase 5 (Set a New Inclination):
- SetPntTilt: 3
A new inclination setpoint is introduced, meaning the axes must now position themselves so that axis1 is higher than the axis3 and axis2 is inetrpolated between these two target position. The system adjusts the axes to achieve and maintain this new inclined relationship while still under control.
Phase 6 (New Target Position):
- TgtPos: 11 mm (changed from 12 mm)
The system receives a new target position. The three axes, still maintaining inclination of 3, move together down to the new positions (12.5, 11.5 and 9.5 mm). They remain synchronized even if axis1 experiences significantly greater force than the others. See ProcessVal1.ActFr
Phase 7 (New Target Position):
- TgtPos: 13 mm (changed from 11 mm)
The system receives a new target position. The three axes, still maintaining inclination of 3, move together to the new positions (14.5, 13.5and 11.5 mm). They remain synchronized even if one axis1 has significantly greater load force than the others. See ProcessVal1.ActFr
Phase 8 (Set a New Inclination)::
- SetPntTilt: -2
A new inclination setpoint is introduced, meaning the axes must now position themselves so that axis1 and axis2 are lower than the axis3 by the specified tilt amount. The system adjusts the axes toward 12mm, 12.66mm and 14mm to achieve and maintain this new inclined relationship while still under control.
Important for all examples: The values of control parameters provided in the following sections are solely as examples to illustrate the approach for setting control parameters. Under no circumstances should these values be directly applied to your machine, not even as initial starting points. The control parameters must be explicitly adjusted for each machine individually.
