
GenPar → SupImpCtrl - Superimposed Contoller input, -REAL-
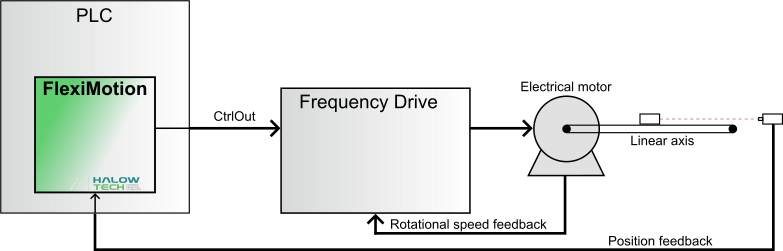
The SupImpCtrl input is intended for applications where multiple axes need to be synchronized in position or speed or where the torque of the electric motor must be manipulated by a superimposed controller. This input allows an external controller to manipulate the position or speed of the linear axis or the torque of the motor, enabling precise coordination and adaptive control in complex systems.
The schematic of the signal flow, as depicted in the accompanying image, illustrates how the SupImpCtrl input interacts with other components within the control system, ensuring that the external controller’s commands are effectively integrated into the overall motion control process.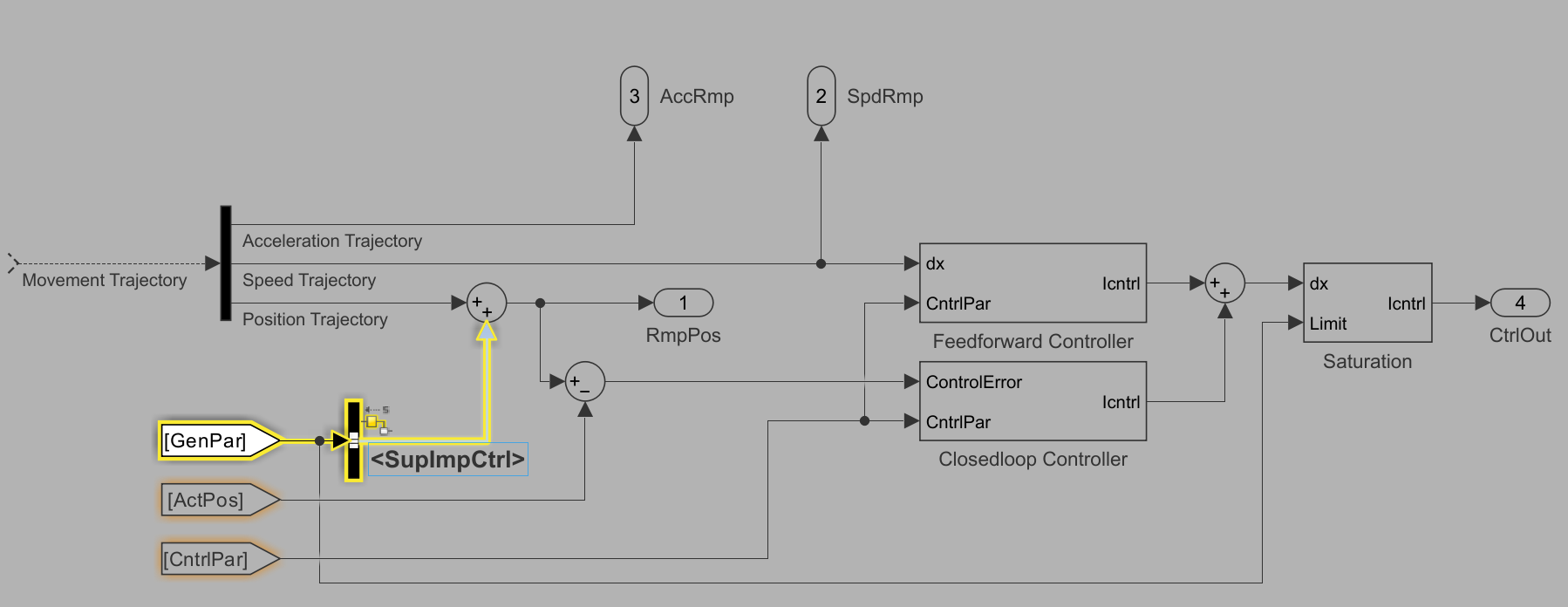 Figure 1
Figure 1
Figure 1 ParMovAbs → TgtPos - Position setpoint for absolute movement, -REAL-
The input allows users to specify the desired target position for the linear axis. It can be defined in any unit appropriate for the application (e.g., meters, centimeters, millimeters, micrometer). When ExeMov Input recognizes a rising edge, the function generates a trajectory from the current position to the specified target. The internal position controller ensures that the linear axis follows this trajectory accurately.
Important: It is essential to understand that any changes of the TgtPos , MaxSpdSetPnt , MaxAccSetPnt and JerkSetPnt during axis movement are internally ignored by the function block. The function block responds to changes only when PosTrj matches TgtPos . The Busy ouput serves as an indicator of the block’s readiness: When the Busy output of the block is logicaly True , it indicates that the axis is in motion and the controller will not respond to new setpoints. Conversely, if it is logically False , the axis is in steady state, allowing the controller to react to new setpoints. See figure 2.
 Figure 2: Position trajectory, actual position and busy signal during movement.
Figure 2: Position trajectory, actual position and busy signal during movement.
Figure 2: Position trajectory, actual position and busy signal during movement. ParMovAbs → MaxSpdSetPnt - Maximum speed setpoint for absolute movement, -REAL-
This input sets the maximum allowable speed of the linear axis during the movement. It is defined in the same unit as the TgtPos input, per second. This parameter ensures that the linear axis moves at a controlled speed while reaching the target position. This sets the top speed for the linear axis during movement. See figure 3.
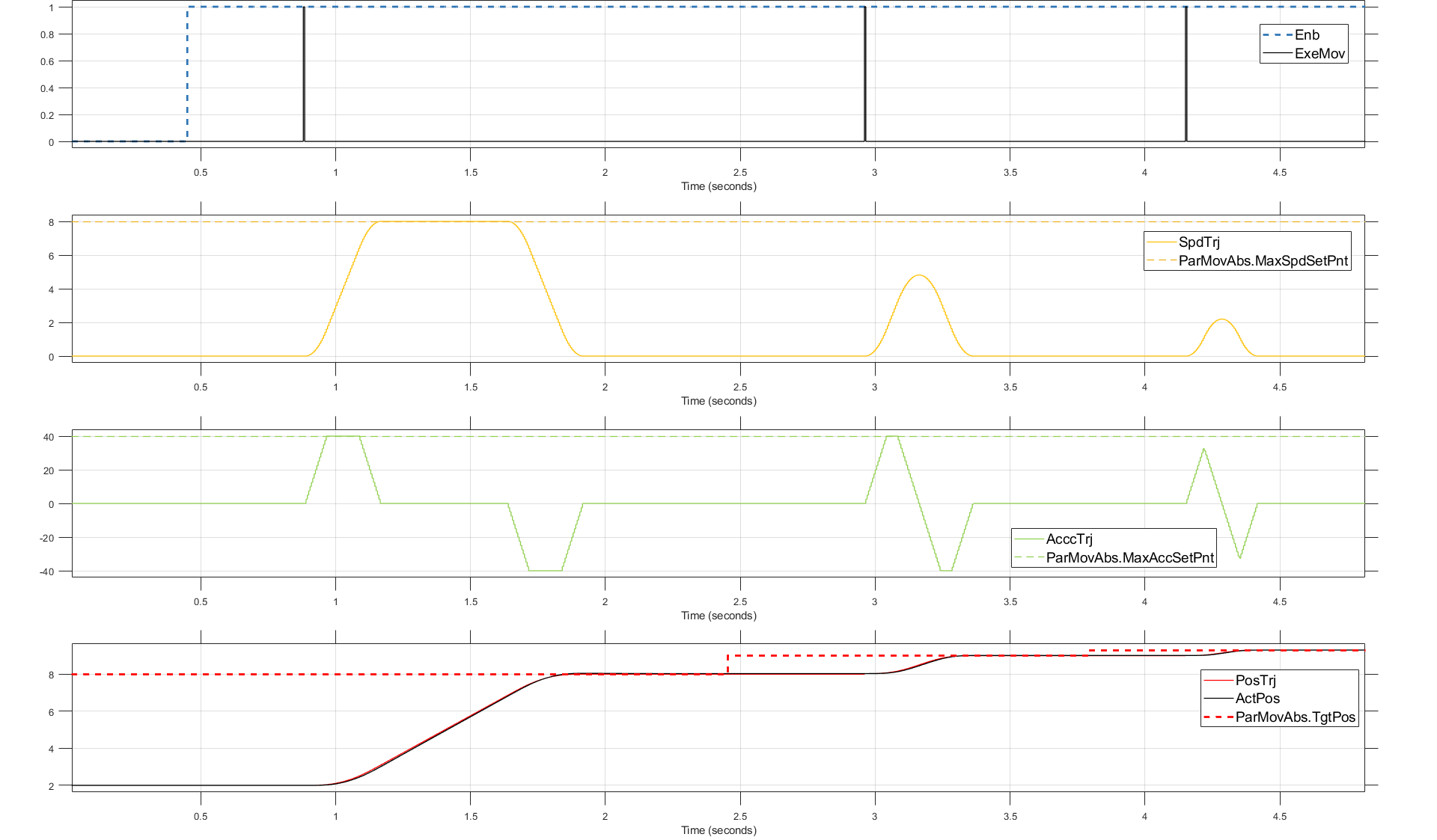 Figure 3: Upper limit of the speed and acceleration trajectory.
Figure 3: Upper limit of the speed and acceleration trajectory.
Figure 3: Upper limit of the speed and acceleration trajectory. ParMovAbs → JerkSetPnt - Jerk setpoint for absolute movement, -REAL-
JerkSetPnt controls the abruptness or smoothness of motion by regulating the rate of change of acceleration. It is measured in the same unit as TgtPos per second cubed. Adjusting JerkSetPnt allows users to customize the motion profile according to their desired level of abruptness or smoothness. For example, if the maximum acceleration needs to be achieved within half a second, the JerkSetPnt value should be set to double the maximum acceleration value.
Setting a jerk value as a setpoint is important for controlling the smoothness of acceleration and deceleration transitions. By managing the rate at which acceleration changes, users can prevent sudden, harsh movements that could cause mechanical wear or instability in the system. This ensures a smoother and more controlled operation, which is especially beneficial in applications where precision and mechanical longevity are critical.
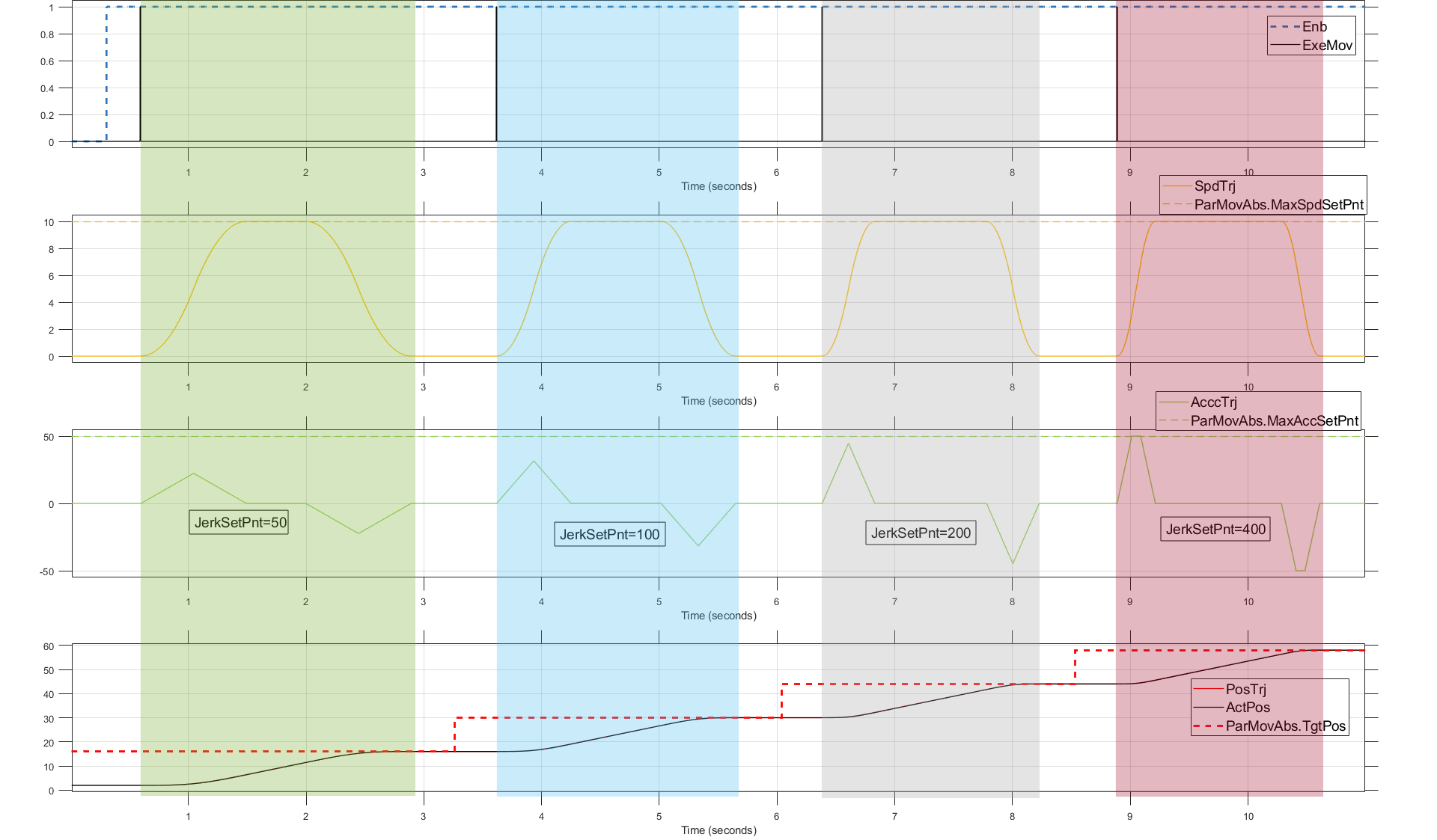 Figure 4: Movements with different jerk setpoints.
Figure 4: Movements with different jerk setpoints.
Figure 4: Movements with different jerk setpoints. ParStop → DecSetPnt - deceleration of the motor stop, -REAL-
The function block includes a stop feature that allows the motor to be halted immediately. As soon as a rising edge is detected on the Stop input, the function triggers a stop ramp to bring the motor to zero speed. The deceleration during this stop is defined by the DecSetPnt input, which can be configured in units such as [rpm/s], [rad/s²], or as a percentage of the nominal speed per second. After the stop input is activated, normal operation of the function can only resume once the acknowledge, Ack , input is activated. This ensures that the system is properly reset and ready for continued use after an emergency or controlled stop. See figure 5.
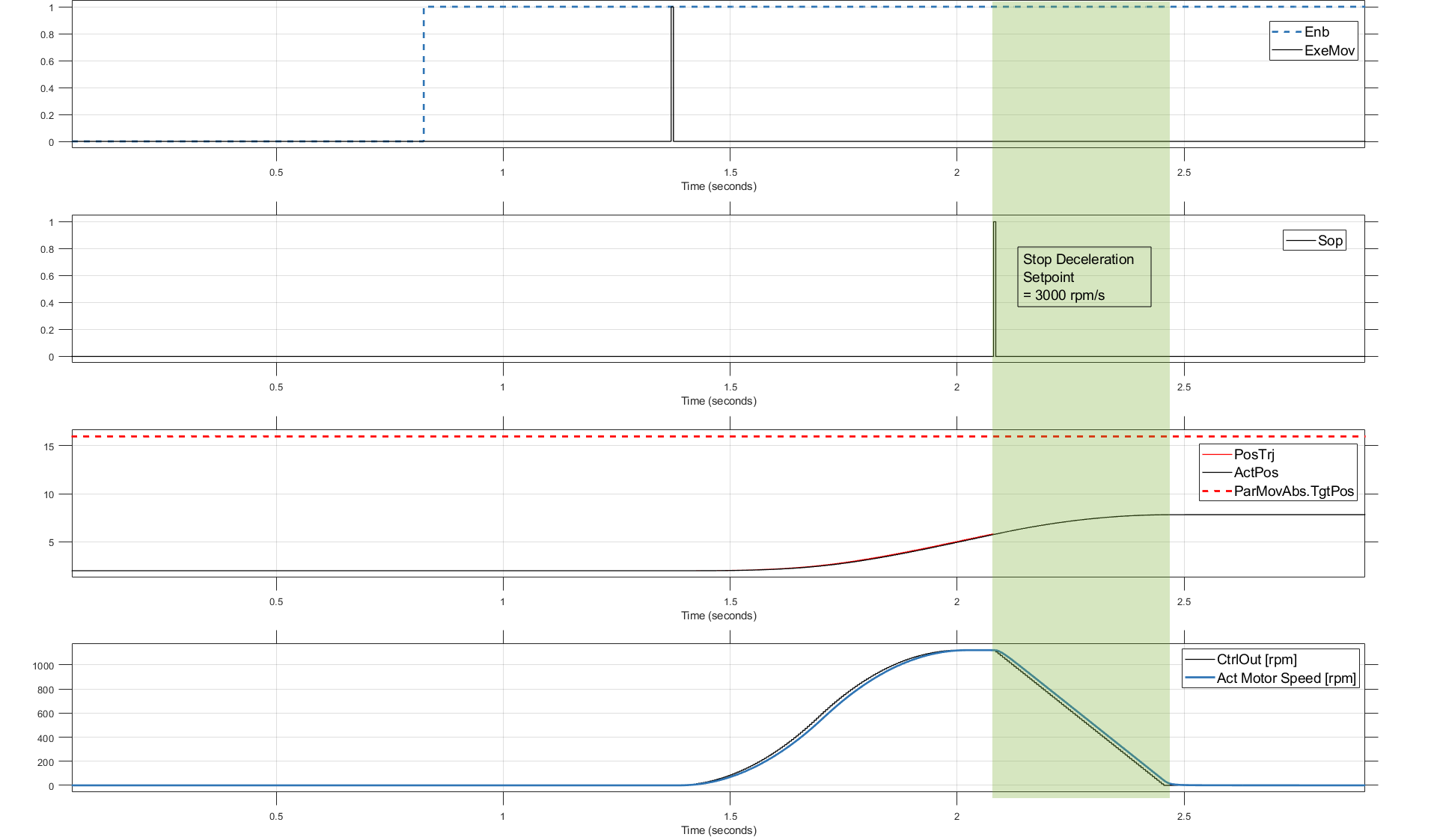 Figure 5: Stop functionality.
Figure 5: Stop functionality.
Figure 5: Stop functionality. CtrlPar → Window - Tolerance window of the target position, -REAL-
The Window input is used to define a positional tolerance band around the target position TgtPos of the ParMovAbs structure. When the absolute distance of actual position ActPos of the linear axis from the target position is within half of the Window value and remains within this range for at least the specified TuneTime (which is configurable in seconds), the function block will send a speed setpoint of exactly 0.0 to the motor.
This functionality is crucial for achieving precise positioning. It ensures that when the axis gets close enough to the target position, the motor is gently brought to a complete stop, preventing overshoot and ensuring the axis remains within the desired positional accuracy. In figure 6 you can differentiate between three states:
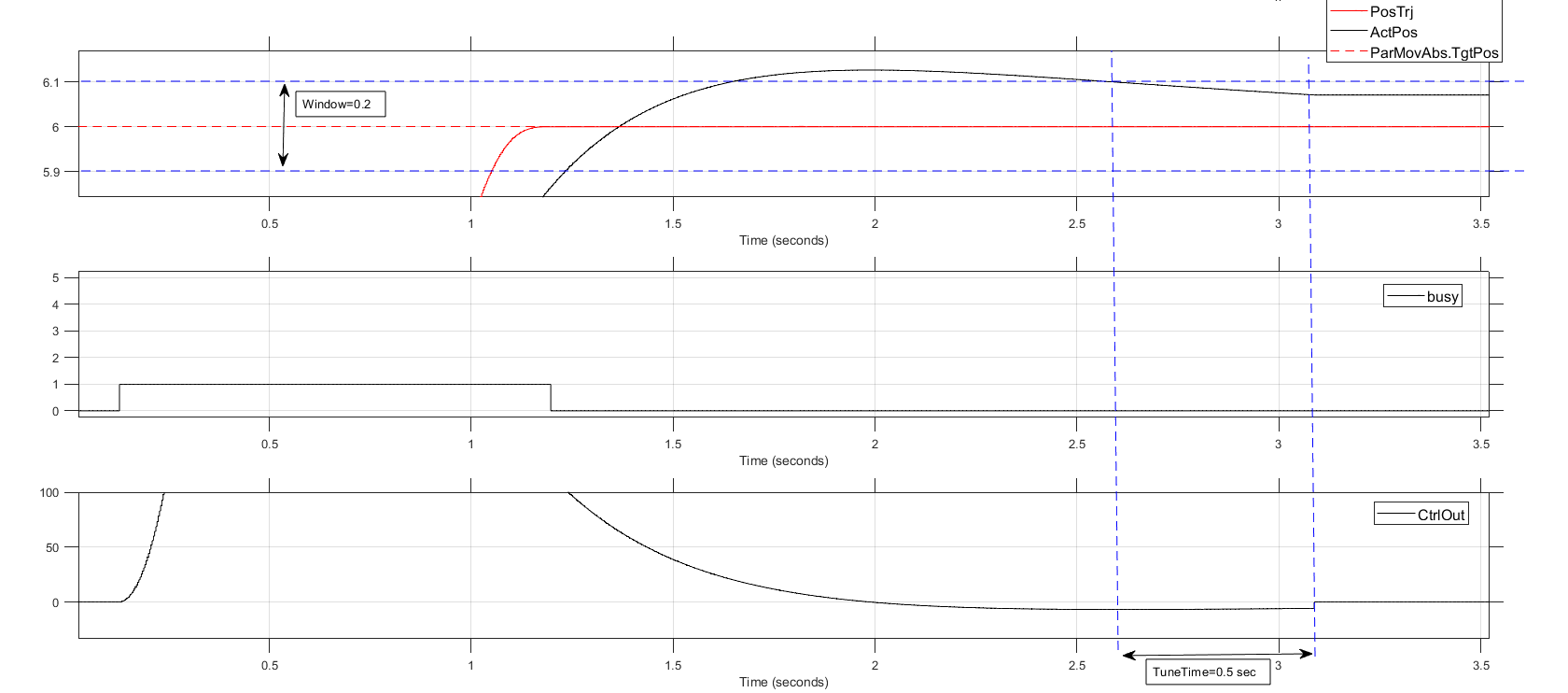 Figure 6: Behaviour of the tolerance window and tune time.
Figure 6: Behaviour of the tolerance window and tune time.
- Window and Positioning: As the actual position (black line) approaches the target position (red dashed line), the difference between them becomes smaller than half of the Window value (illustrated by the blue dashed lines).
- TuneTime Activation: Once the actual position stays within this Window range for a duration of at least TuneTime (e.g. 0.5 seconds, as indicated on the graph), the function block signals the motor to reduce speed to exactly 0.0 (as shown in the CtrlOut graph).
- Final Positioning: This results in the motor coming to a smooth and controlled stop.
Figure 6: Behaviour of the tolerance window and tune time. Busy - Busy signal, -BOOL-
The Busy output indicates whether the internal trajectory generator is currently moving toward a target position. While the trajectory is in progress and the axis is moving to the new target, this output will be True . Once the position trajectory the target position reached, the Busy output switches to False .
While Busy is True , the function block does not respond to new setpoints or impulses at the ExeMov input, preventing any interruptions or changes during the ongoing motion. See figure 7
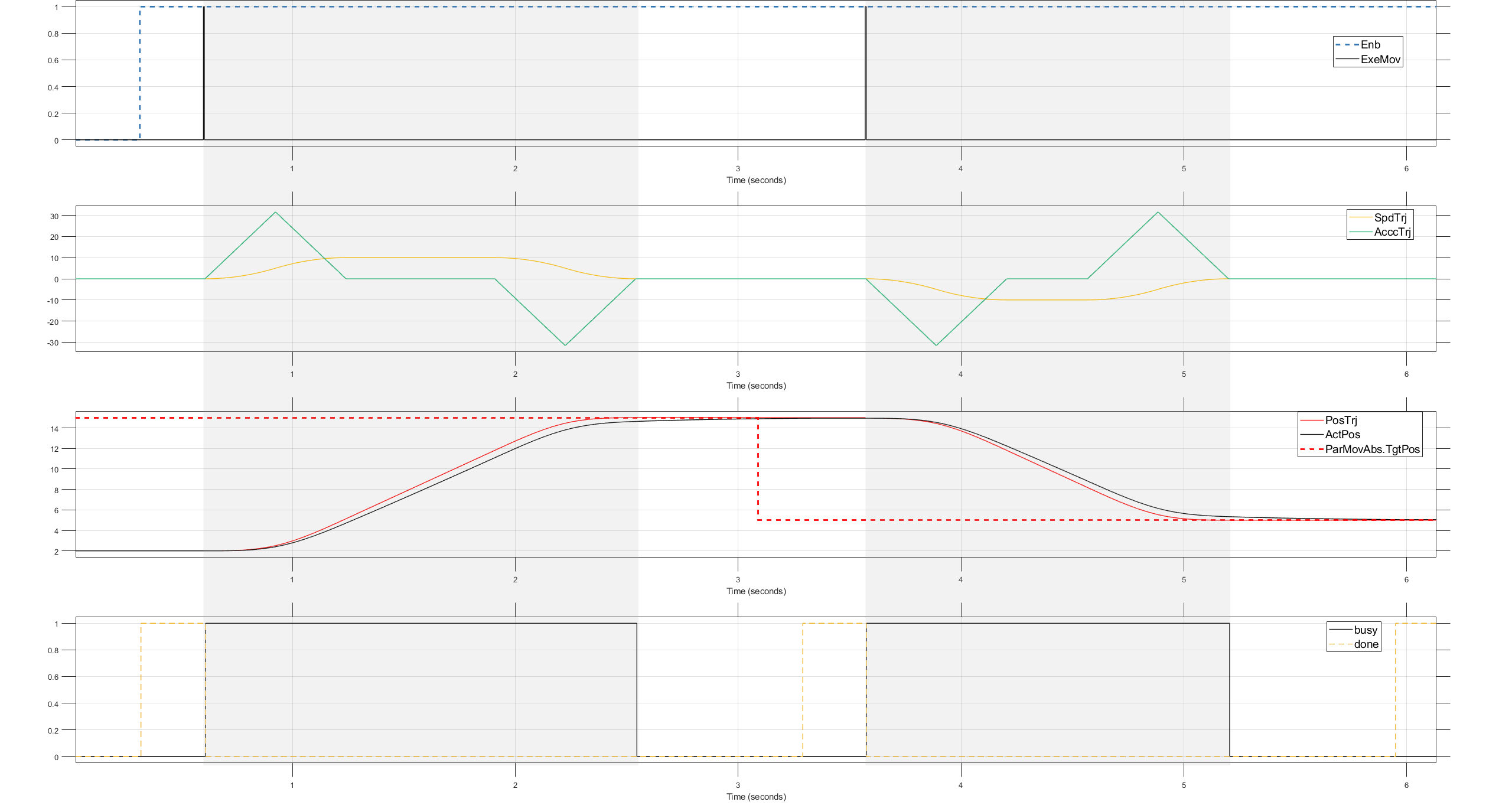 Figure 7: Output signal Busy while movement.
Figure 7: Output signal Busy while movement.
Figure 7: Output signal Busy while movement. Done - Done signal, -BOOL-
The Done output indicates whether the positioning task has been completed. As long as the function block is sending a non-zero speed setpoint to the motor, this output will be False, meaning the positioning task is still in progress. Once the positioning task is complete, the ”done” output switches to True, indicating that the function block is now sending a speed setpoint of exactly 0.0 to the motor.
This output is useful for signaling when the movement is fully completed, allowing the user or the control system to know when it is safe to proceed with the next operation or to issue new commands. It helps ensure that the motor has come to a full stop at the desired position before any further actions are taken. see figure 8.
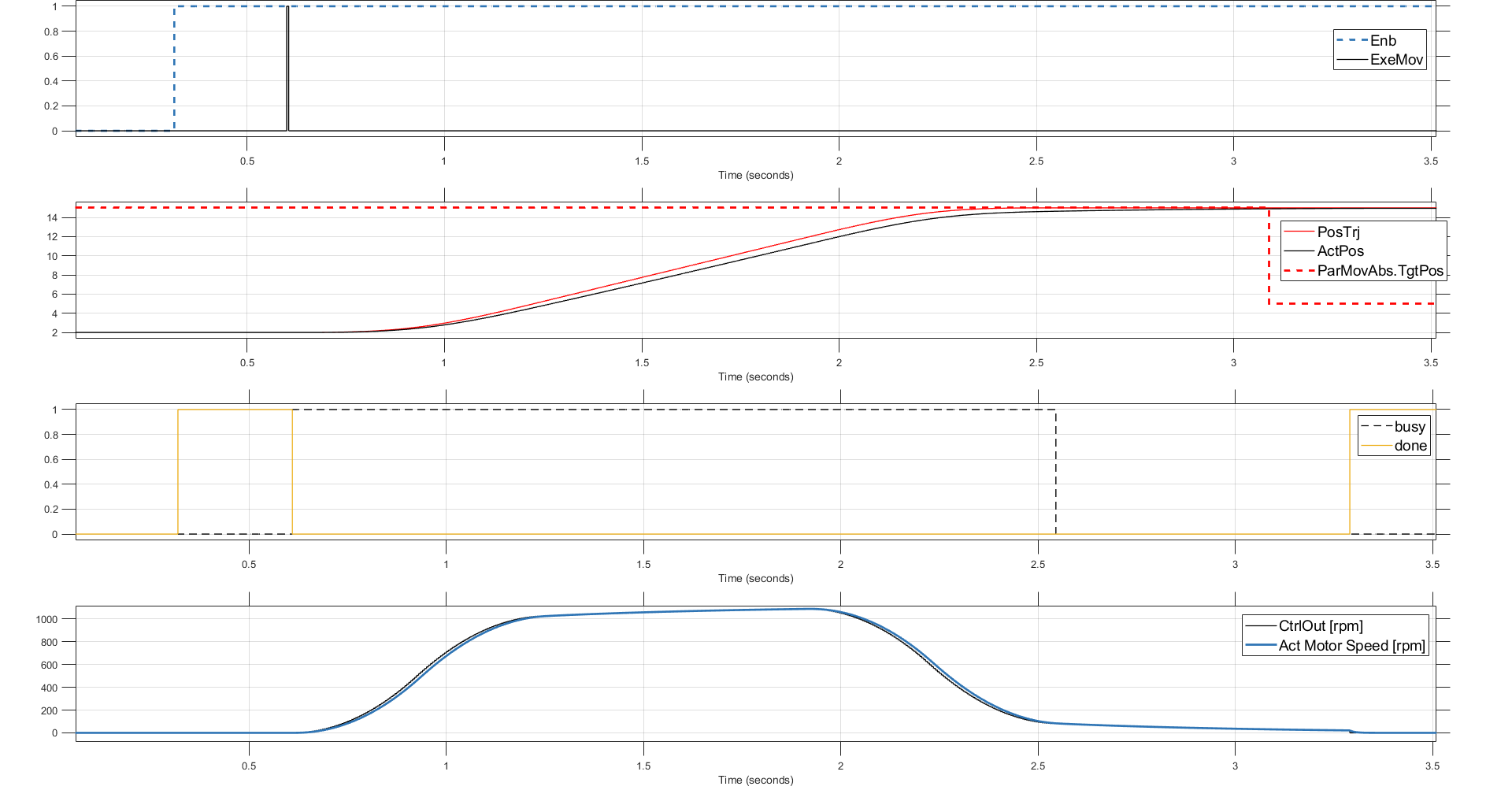 Figure 8: Output signal Done while movement.
Figure 8: Output signal Done while movement.
Figure 8: Output signal Done while movement. Large Lag Error, No Steady-State Accuracy
The issue of motor speed control in Figure 9 includes two main problems: (a) Large Lag Error: The actual motor speed (blue line) lags significantly behind the motor speed set trajectory (black line), indicating poor tracking performance. The motor takes too long to reach the desired speed, resulting in a slow response. (b) No Steady-State Accuracy: The actual motor speed never reaches or maintains the target speed (red dashed line).
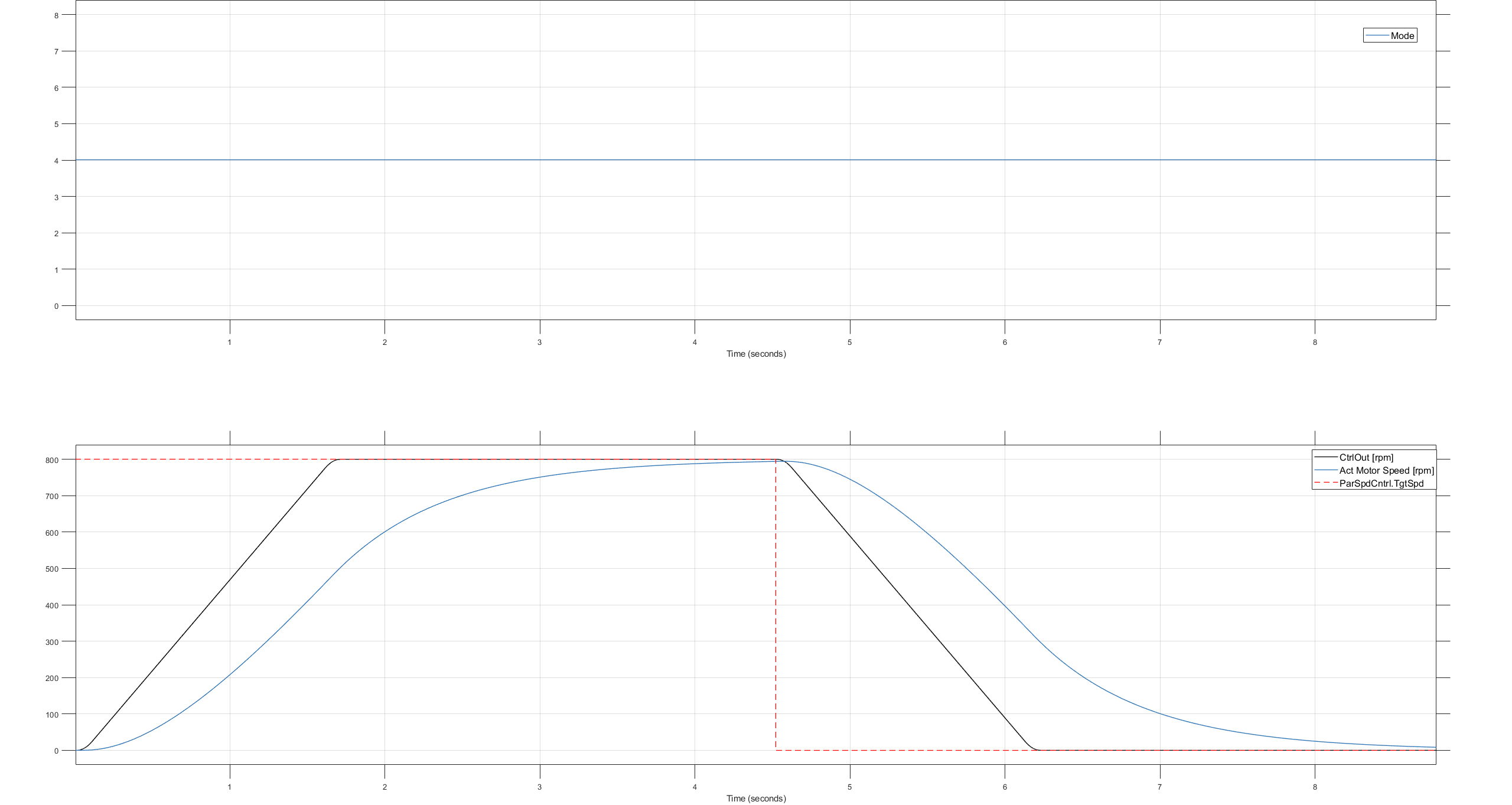 Figure 9
Figure 9
Figure 9 Large Lag Error, Overshoot and Oscillation
The issue in Figure 10 includes two main problems: (a) Large Lag Error: The actual motor speed (blue line) significantly lags behind the set trajectory (black line) during both the acceleration and deceleration phases, indicating a delayed response in following the desired speed profile. (b) Overshoot and Oscillation: After reaching the target speed, the actual motor speed overshoots the setpoint (red dashed line) and exhibits oscillations, indicating poor damping and instability in the speed control, leading to oscillatory behavior instead of smooth convergence to the target speed.
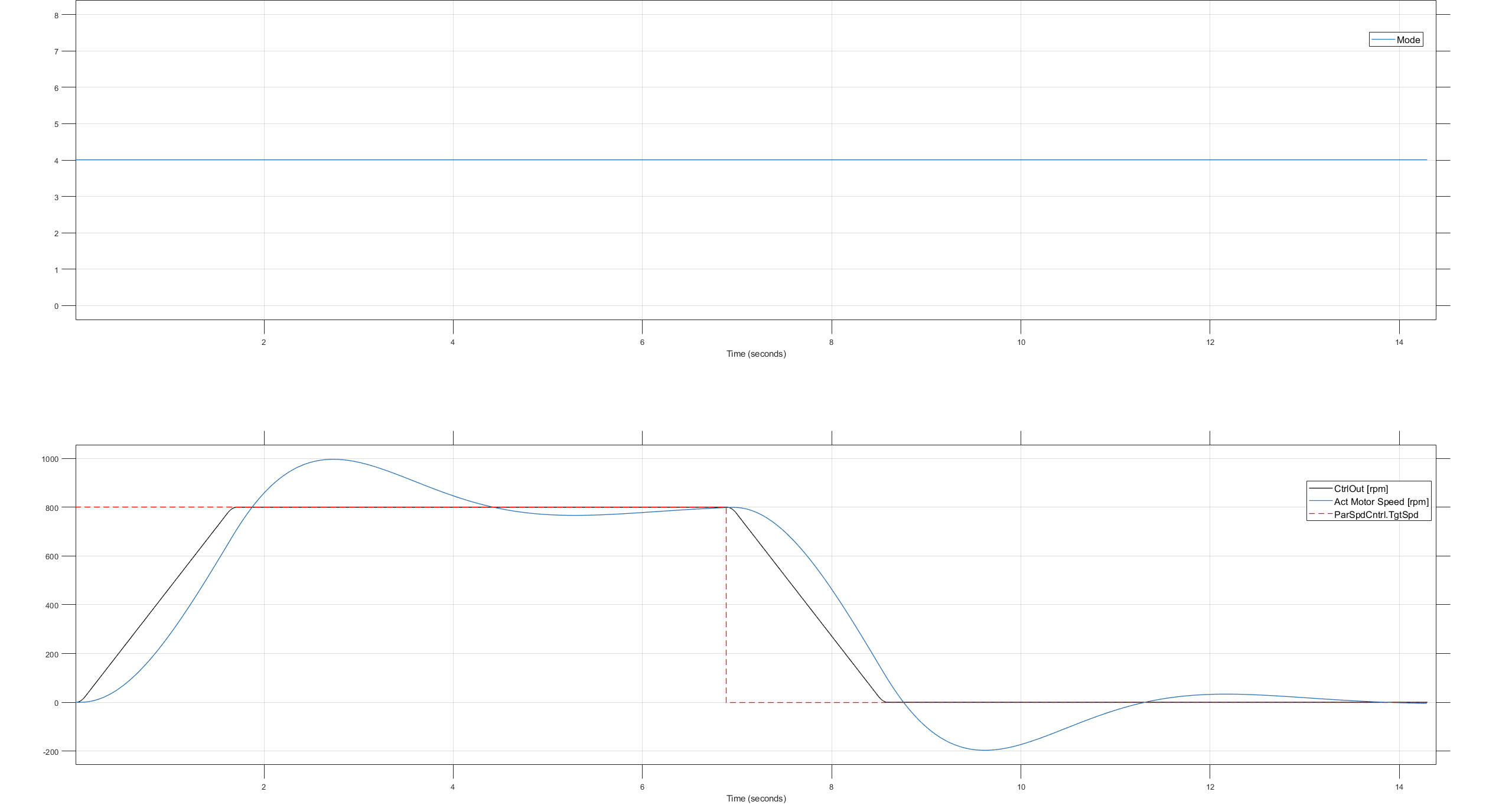 Figure 10
Figure 10
Figure 10 Large Lag Error
The behavior in Figure 11 is better than in both Figures 10 and 9, but there remains an issue: (a) Large Lag Error, where the actual motor speed (blue line) still lags behind the set trajectory (black line) during acceleration and deceleration phases, indicating that the response is still delayed in following the desired speed profile.
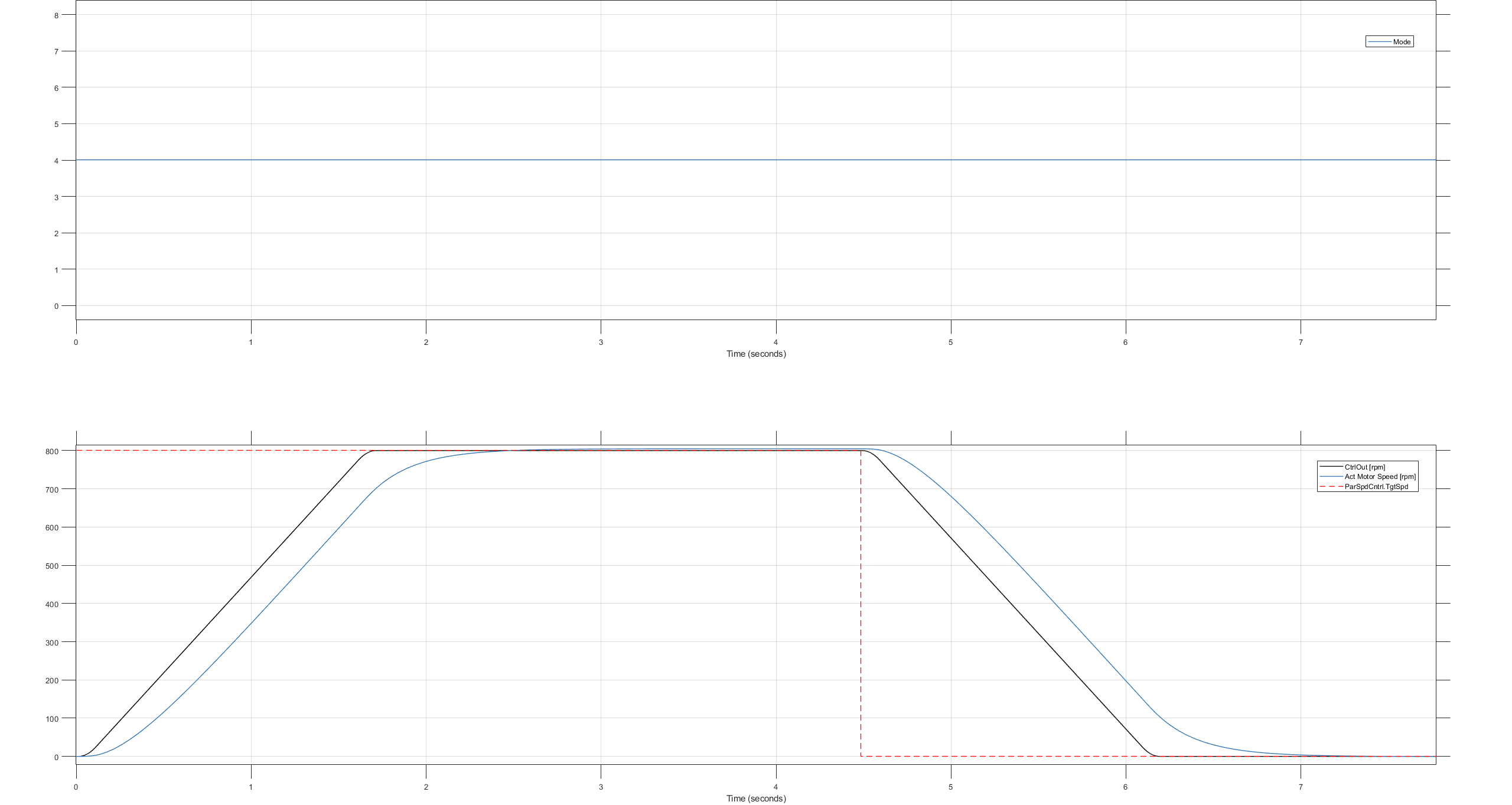 Figure 11
Figure 11
Figure 11 Relatively large Lag Error
The behavior in the Figure 12 is an improvement compared to the previous figures, but there is still a relatively large Lag Error: The actual motor speed (blue line) continues to lag behind the set trajectory (black line), indicating a delayed response in following the desired speed profile. While performance has improved, the motor still struggles to match the speed changes accurately.
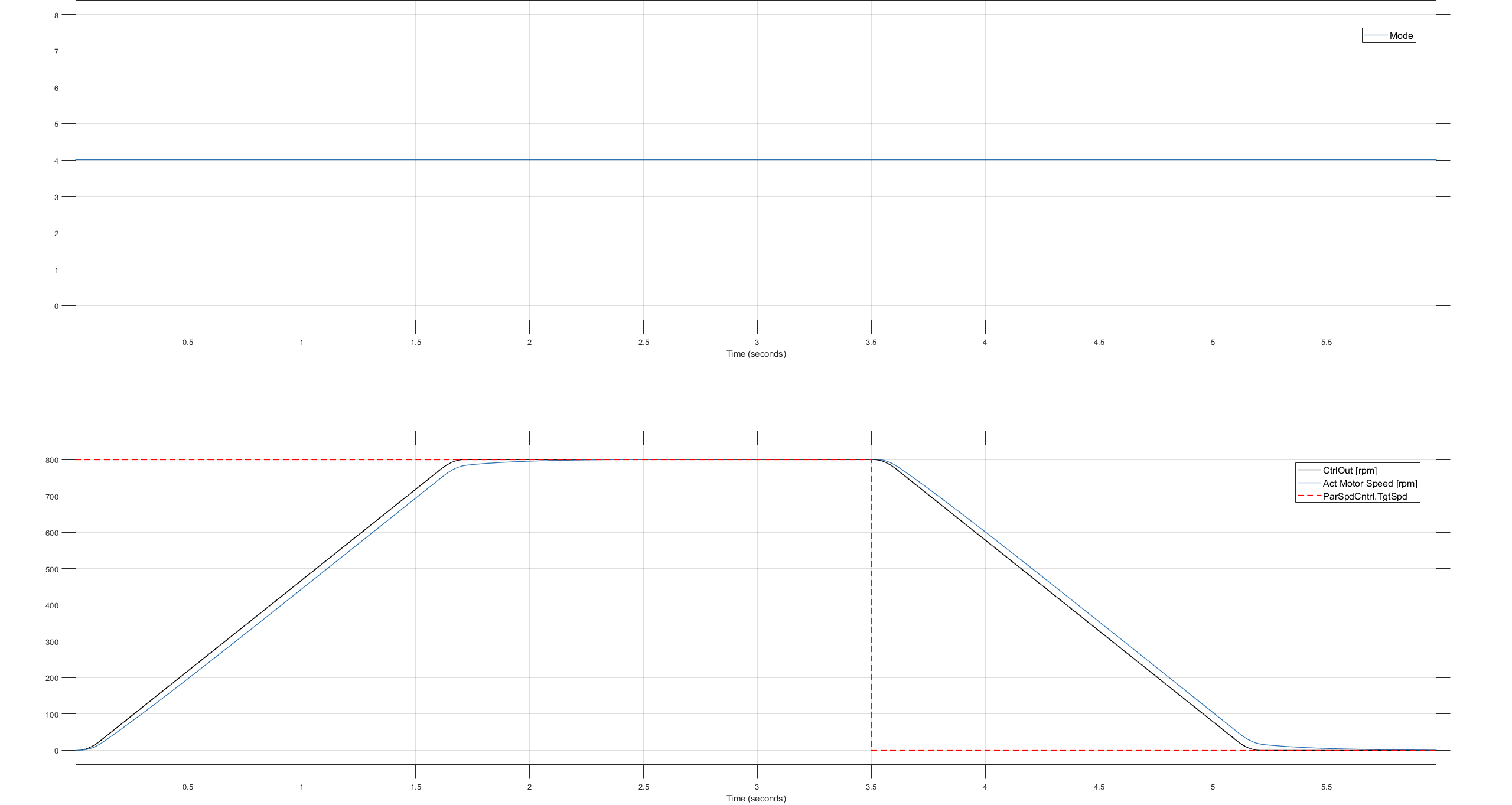 Figure 12
Figure 12
Figure 12 Optimal Behaviour
Optimal set of controller parameters in figure 13: The lag error between set trajectory (black line) and motor actual speed (the blue line) is negligibly small, there is no over shoot and no oscillation. steady- state accuracy is very high.
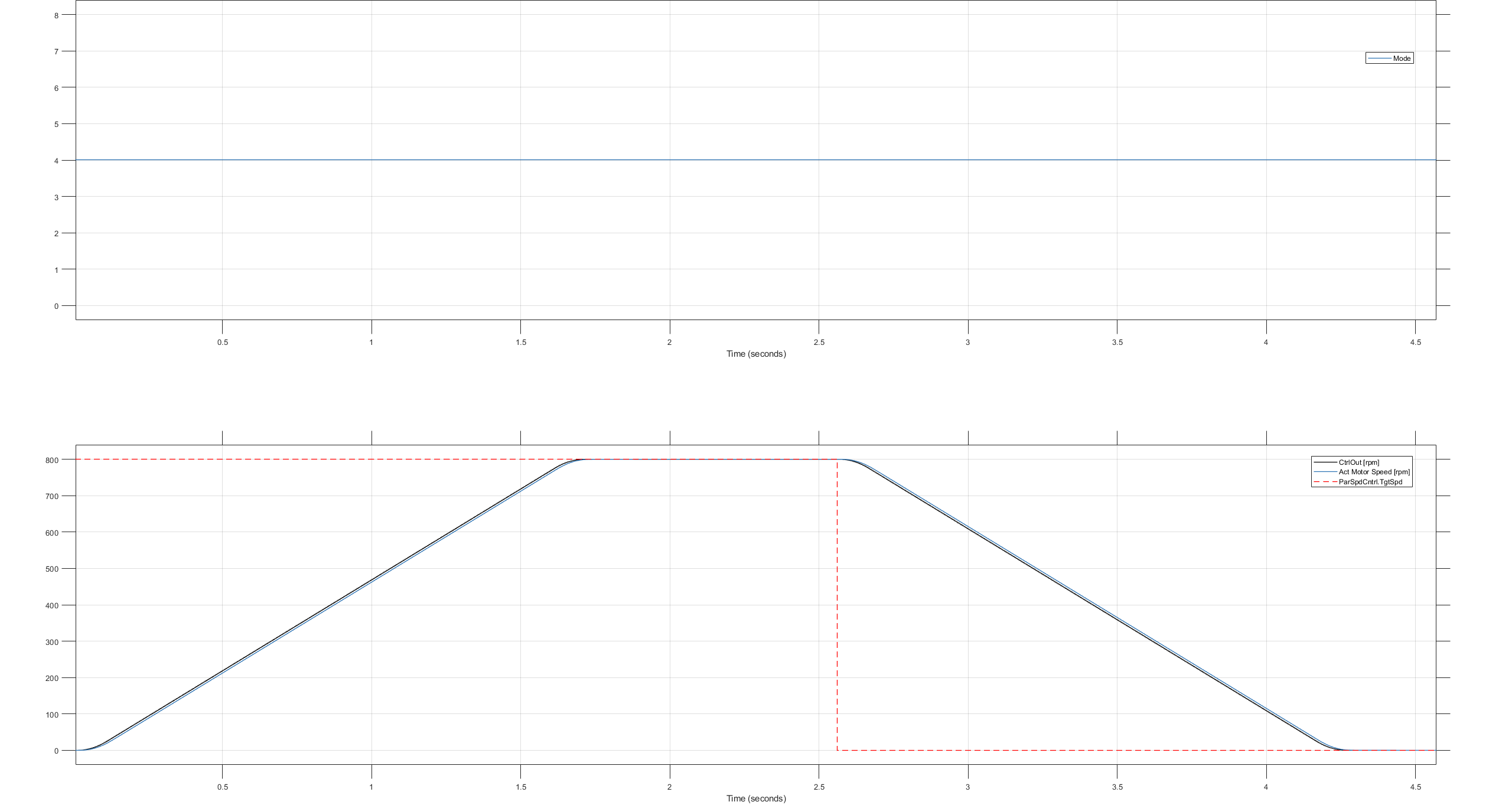 Figure 13
Figure 13
Figure 13 5. Activate the Fucntion and Execute Movement
- Block Activation: Activate the block by setting Enb to True . Trigger a movement by sending a pulse to the ExeMov ‘ input and observe the linear axis movement.
- The goal at this stage is to ensure that the actual position and the generated position trajectory (PosTrj output) are parallel. Do not focus on target accuracy at this point. See figure 14.
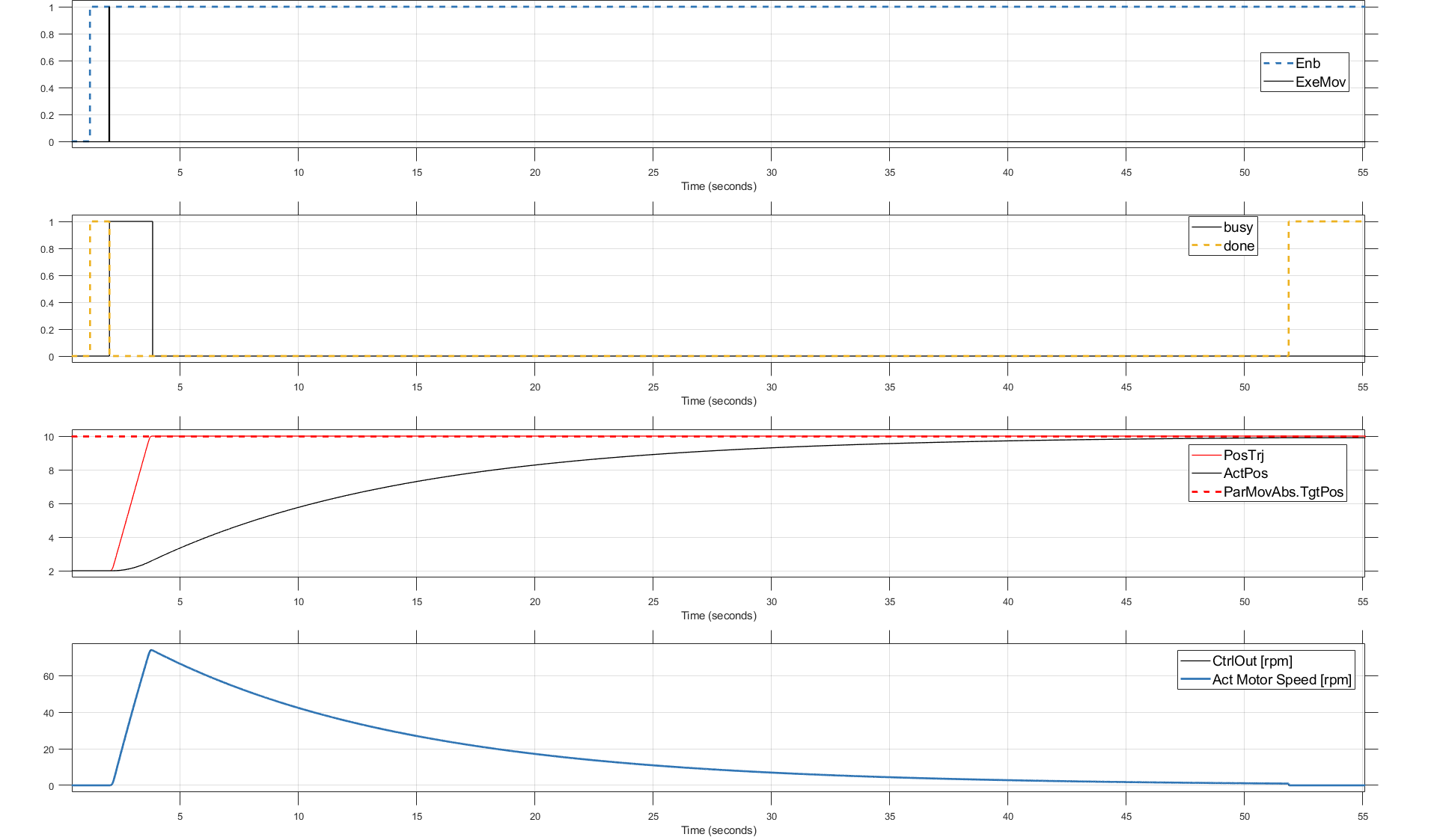 Figure 14: Example with Kp too small! (Kp = 10, Window = 0.2mm, TuneTime = 0.3s)
Figure 14: Example with Kp too small! (Kp = 10, Window = 0.2mm, TuneTime = 0.3s)
6. Kp Tuning
- Incremental Kp Adjustments: Gradually increase the Kp value. After each increment, execute a new movement by defining an appropriate target position and sending a pulse to ExeMov .
- Objective: Continue this process until the position trajectory (PosTrj ) and the actual position are parallel, indicating proper tuning. see figures 15, 16 and 17.
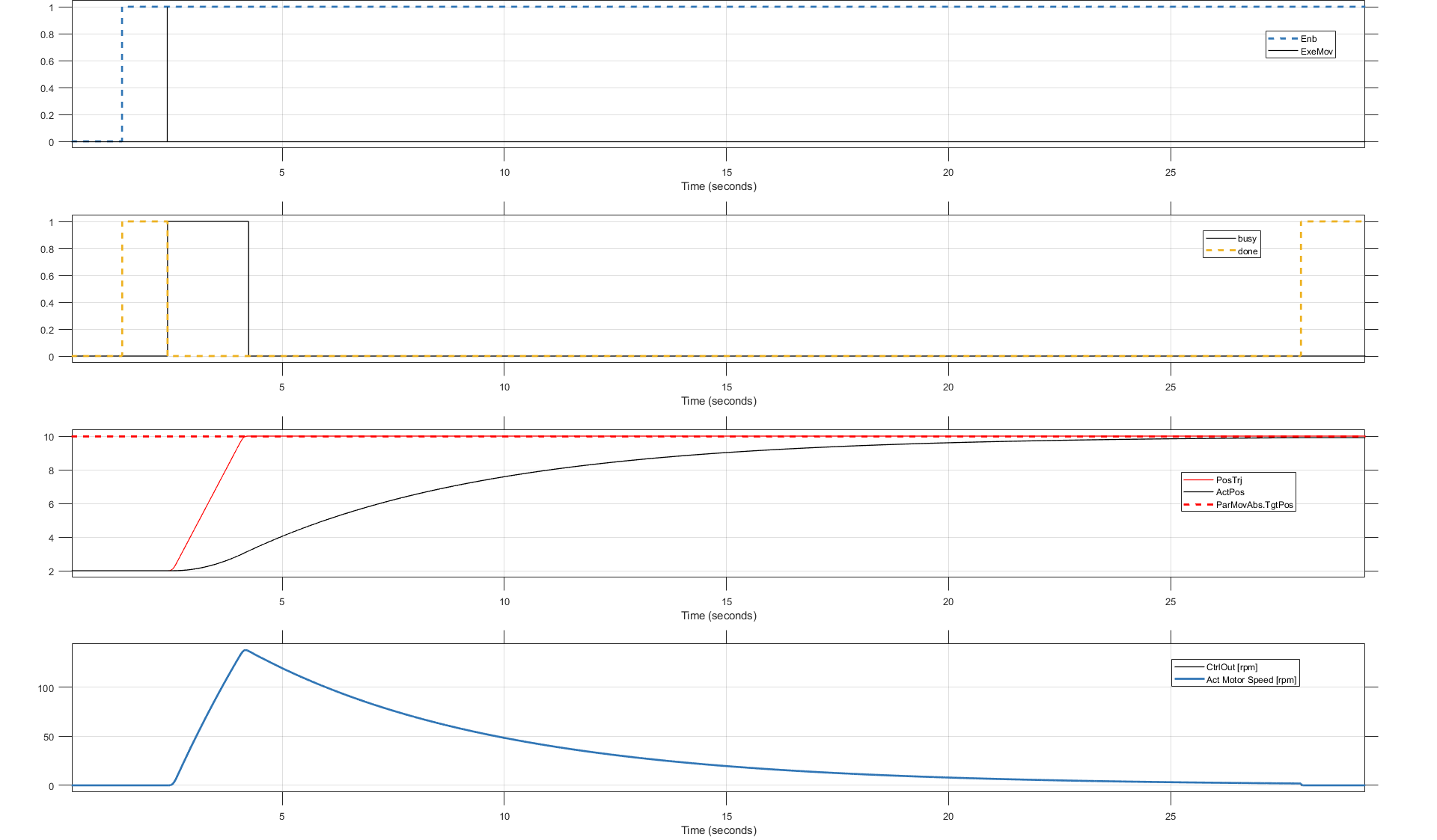 Figure 15: Kp increased to 20, still small! (Kp = 20, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0, Window =
0.2mm, TuneTime = 0.3s)
Figure 15: Kp increased to 20, still small! (Kp = 20, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0, Window =
0.2mm, TuneTime = 0.3s) 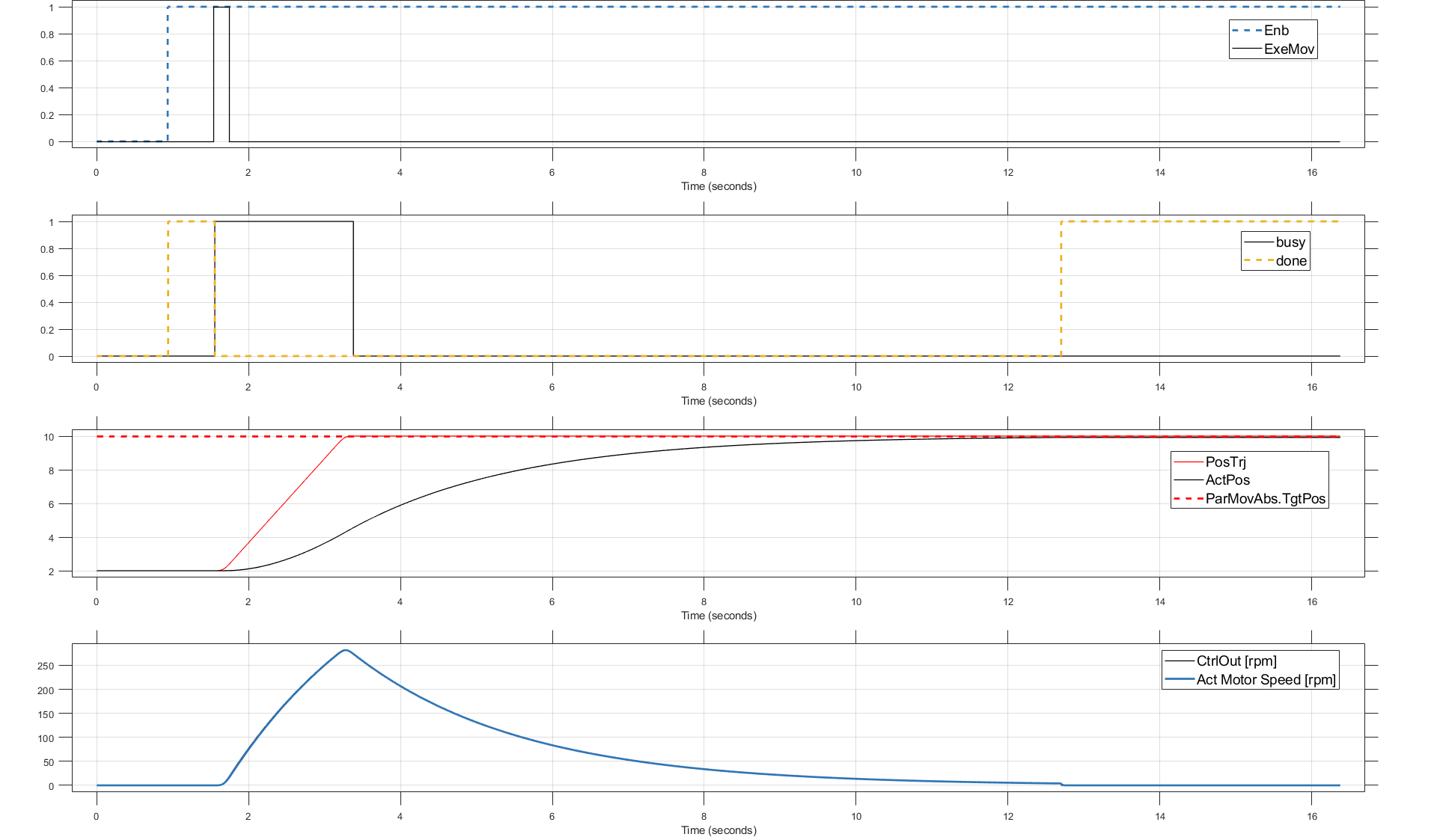 Figure 16: Kp increased to 50, still small! (Kp = 50, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window=0.2mm, TuneTime = 0.3s))
Figure 16: Kp increased to 50, still small! (Kp = 50, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window=0.2mm, TuneTime = 0.3s)) 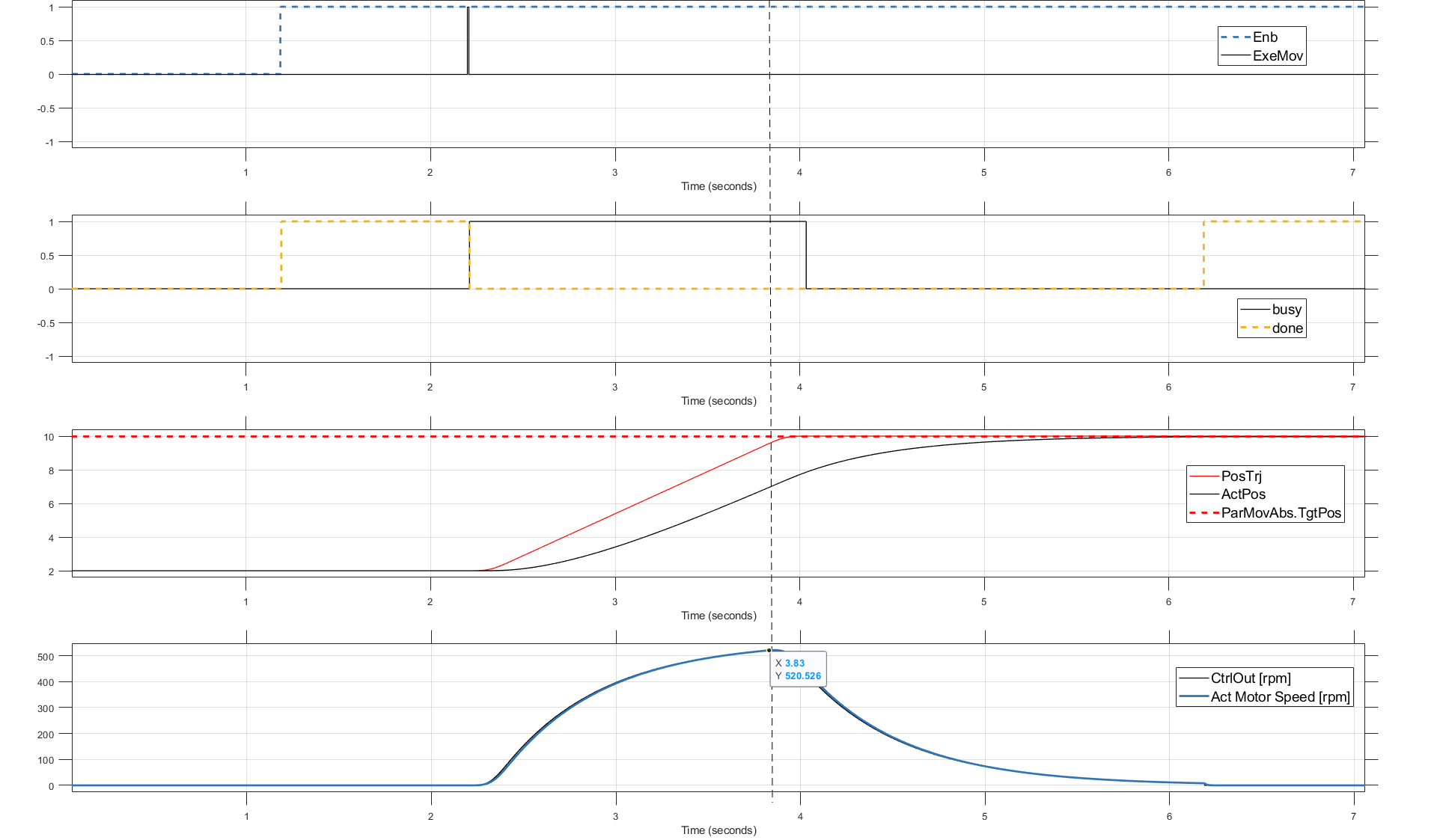 Figure 17: Kp increased to 200, ready for next step! (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window = 0.2mm, TuneTime = 0.3s)
Figure 17: Kp increased to 200, ready for next step! (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 0.0, GainBwdSpdCtrl = 0.0,Window = 0.2mm, TuneTime = 0.3s) 7. Determine the Positive Feedforward Parameter
- Execute a Positive Movement: Run a positive movement of the linear axis.
- Measure Motor Speed: At a point where the actual position and the position trajectory (PosTrj ) are parallel, read the motor speed.
- Calculate GainFwdSpdCtrl: Divide the motor speed by the set speed value (MaxSpdSetPnt of the structure ParMovAbs ). The result is the value you should enter into GainFwdSpdCtrl of the structure CtrlPar . In the example shown in figure 16. The MaxSpdSetPnt was set to 5 [mm/]s. The motor speed is 520.52rpm(see figure 17).
The value for GainFwdSpdCtrl is then calculated by: GainFwdSpdCtrl => 520.52/5= 104.1
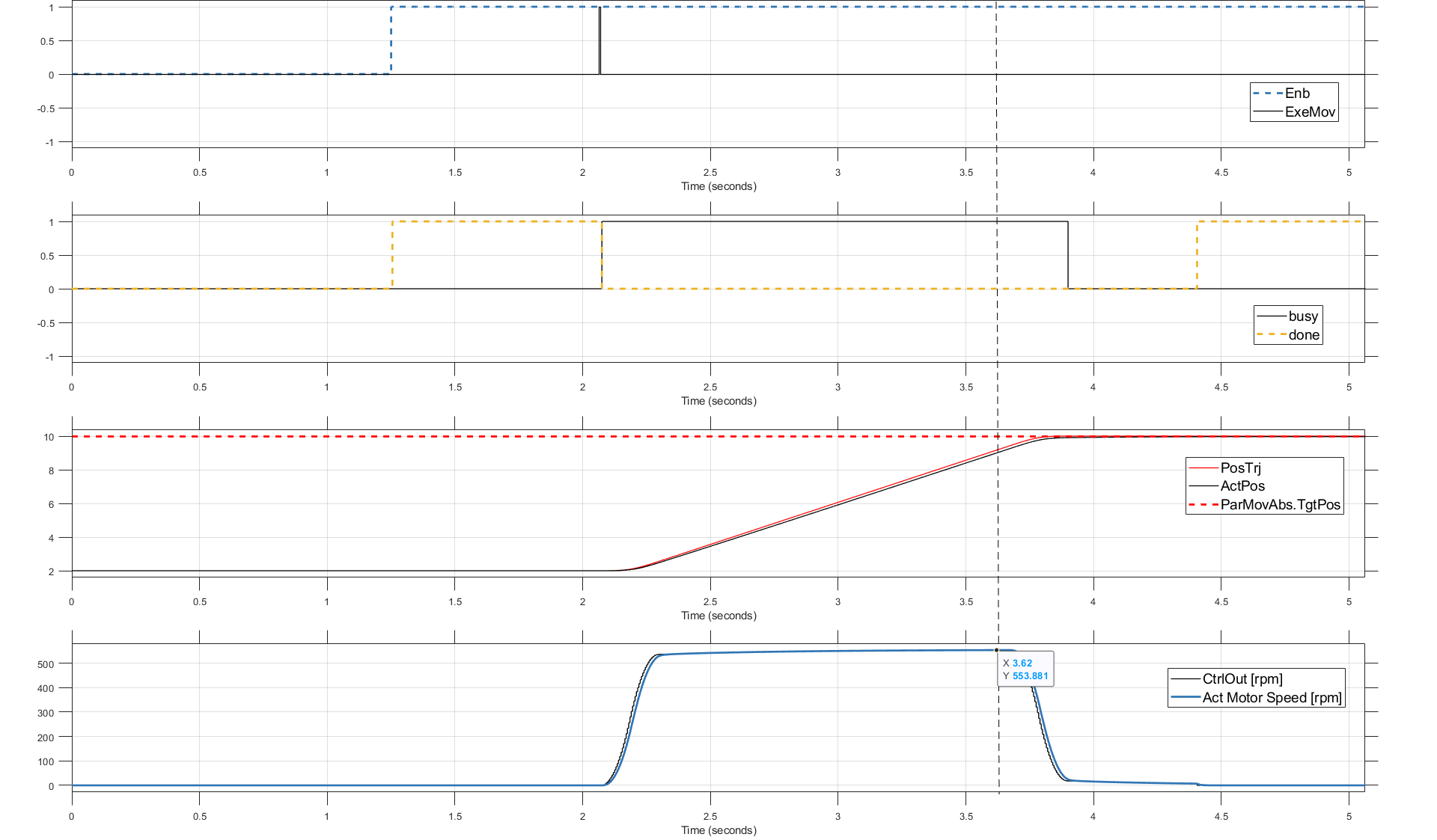 Figure 18: Adjusted Feedfordward parameters (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 104.1, GainBwdSpdCtrl = 0.0, Window = 0.2mm, TuneTime = 0.3s)
Figure 18: Adjusted Feedfordward parameters (Kp = 200, Ki = 0.0, GainFwdSpdCtrl = 104.1, GainBwdSpdCtrl = 0.0, Window = 0.2mm, TuneTime = 0.3s)
9. Fine-Tune Feedforward Parameters (Optional)
- Execute a Movement: Run a movement using the Kp = 20 value and the determined feedforward parameters.
- Analyze the Motion: The movement should resemble the ideal trajectory shown in reference images (e.g., similar to figure 18).
- Refine GainFwdSpdCtrl : Determine the positive feedforward gain again by observing the highest motor speed during the movement. Divide this by the set speed value (MaxSpdSetPnt ) and update GainFwdSpdCtrl with this value. See figure 18. GainFwdSpdCtrl = 553.88 / 5 = 110.7
- Refine GainBwdSpdCtrl : Repeat the process with a negative movement to refine GainBwdSpdCtrl .
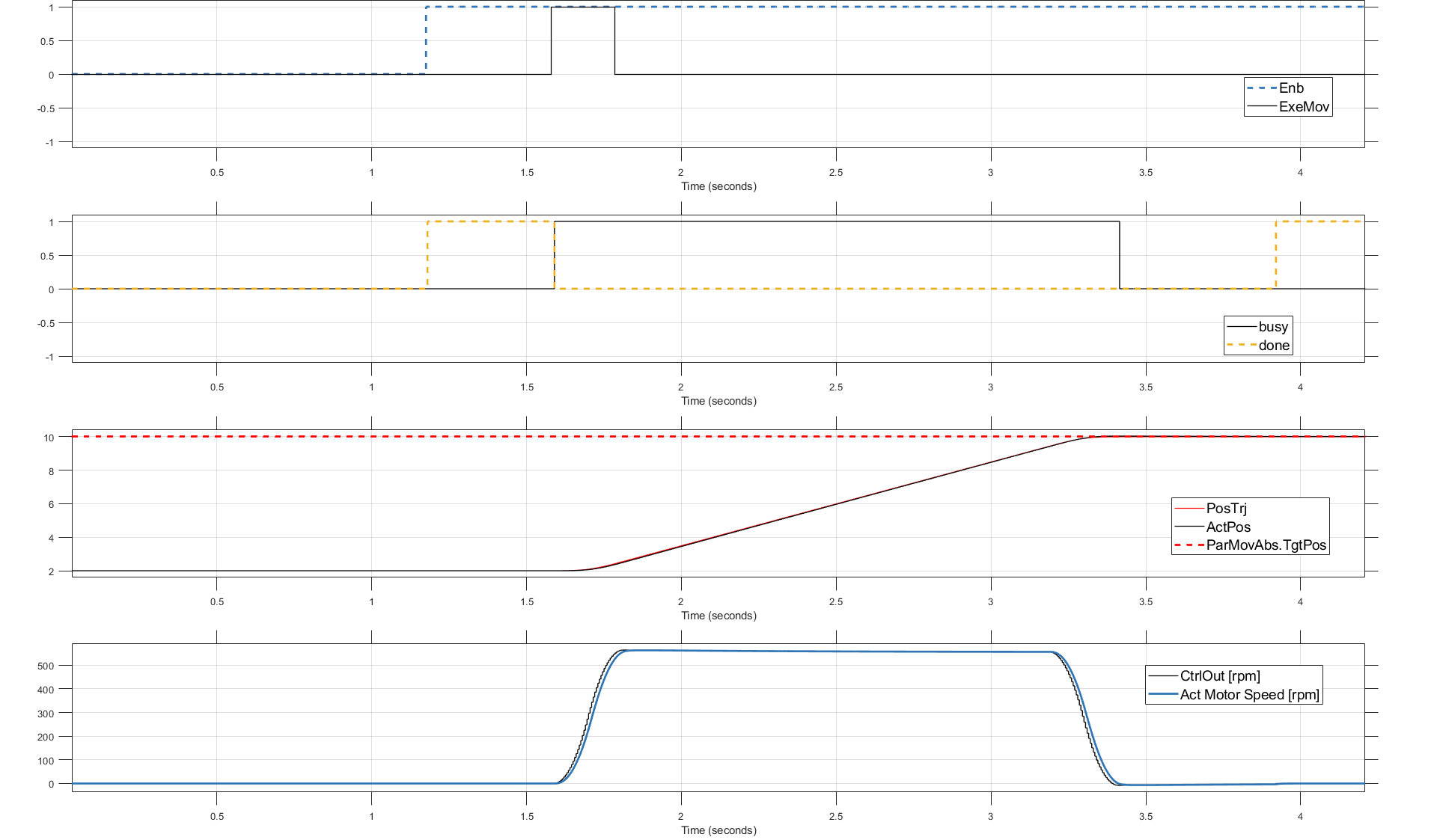 Figure19: (Kp=200,Ki=0.0,GainFwdSpdCtrl =104.1,GainBwdSpdCtrl =110.7,Window=0.2mm,TuneTime=0.3s).
Figure19: (Kp=200,Ki=0.0,GainFwdSpdCtrl =104.1,GainBwdSpdCtrl =110.7,Window=0.2mm,TuneTime=0.3s). 